
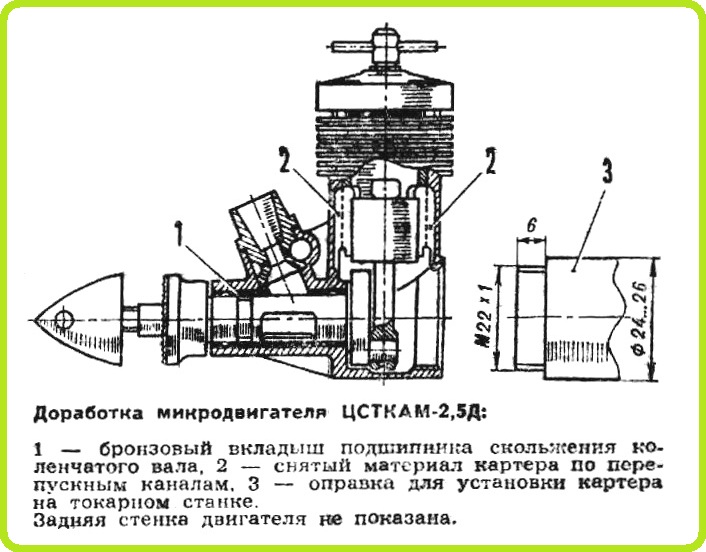
Доработка микродвигателя ЦСТКАМ-2,5Д: 1 — бронзовый вкладыш подшипника скольжения коленчатого вала, 2 — снятый материал картера по перепускным каналам, 3 — оправка для установки картера на токарном станке. Задняя стенка двигателя не показана
ФОРСИРУЕМ ЦСТКАМ-2,5Д
Хороший внешний вид, неплохие паспортные данные, качественное исполнение — этим отличаются выпускаемые в нашем стране большими сериями компрессионные микродвигатели ЦСТКАМ-2.5Д. Но, к сожалению, далеко не каждый из них в работе подтверждает обещанные в инструкции мощностные характеристики и ресурс. Вместо 0,34 л. с. при 16 тыс. об/мин со штатным воздушным винтом 200x100 мм мы с большим трудом добиваемся 70—80% мощности, ресурс зачастую ограничивается временем обкатки, двигатели плохо запускаются, требуют тщательной регулировки.
Суть доработки
Последние две характеристики резко улучшились после того, как мы с помощью небольших фрез углубили перепускные каналы в картере по контуру гильзы. А внимательно рассмотрев быстро вышедшие из строя образцы, пришли к выводу: основная причина малого ресурса и низкой мощности во внедрении пылевидных частиц алюминия в поверхность цилиндро-поршневой пары. Явление, значительно увеличивающее коэффициент трения чугуна по стали, вызвано установкой коленчатого вала непосредственно в носке алюминиевого картера. Задиры в таком «подшипнике» тоже не редкость.
Достаточно было установить бронзовые вкладыши, как двигатели стали развивать 17 тыс. об/мин и более со штатными винтами на топливе без присадок. Значительно возрос и ресурс. В калильном варианте эти же моторчики со штатными воздушными винтами выходят на устойчивый режим 20 тыс. об/мин при использовании стандартной топливной смеси.
Для установки вкладыша, носок картера растачивается. Обязательное требование — обработка детали на токарном станке с одного установа на специальной резьбовой оправке. Только такая технология позволит сохранить перпендикулярность осей цилиндра и расточенного до 11 мм отверстия в носке. В противном случае сползающий во время работы двигателя с мотылевой шейки шатун сведет на нет все усилия по уменьшению трения.
Бронзовая втулка-вкладыш должна входить на место с натягом, картер перед этим разогревается на электроплитке. Собранный узел вновь ставится на оправку в станок, следует расточка подшипникового вкладыша по внутреннему диаметру и выполнение в нем двух канавок лабиринтного уплотнения. После дофрезерования окна всасывания втулку растирают под коленчатый вал.
Р. УСМАН0В, руководитель авиамодельного пружка,
г. Стерлитамак
Похожие материалы: