
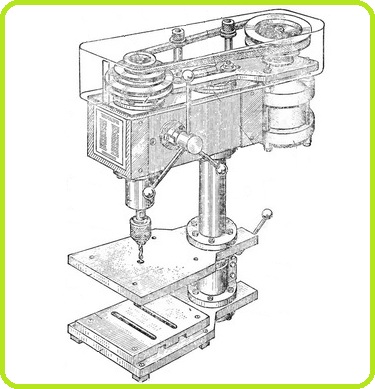
Чертеж самодельного сверлильного станка
Считается, что возможности сверлильного станка ограничиваются только изготовлением круглых отверстий. На самом деле на нем несложно делать трехгранные и четырехгранные отверстия. А если же применить самодельные приспособления, то можно выполнять различные фрезерные и шлифовальные работы по дерезу и пластмассе, гравировать, распиливать стекло и многое другое.
Станок (см. рисунки) имеет шпиндель, конструкцию которого можно целиком заимствовать из описания токарных станков по дерезу и металлу («ЮТ» для умелых рук» № 1 и 4 за этот год). В шпинделе крепится патрон для сверла. Изготовить такой патрон самостоятельно сложно. Поэтому рекомендуем воспользоваться готовым патроном от дрели. Подойдет только тот патрон, который крепится с помощью конуса Морзе. В ручных дрелях иногда применяется патрон, который крепится на резьбе. Использование такого патрона нежелательно. В нашем случае его конструкция не позволяет с достаточной точностью закрепить сверло. Поэтому пользоваться станком для сверления отверстий небольшого диаметра из-за биения сверла будет невозможно.
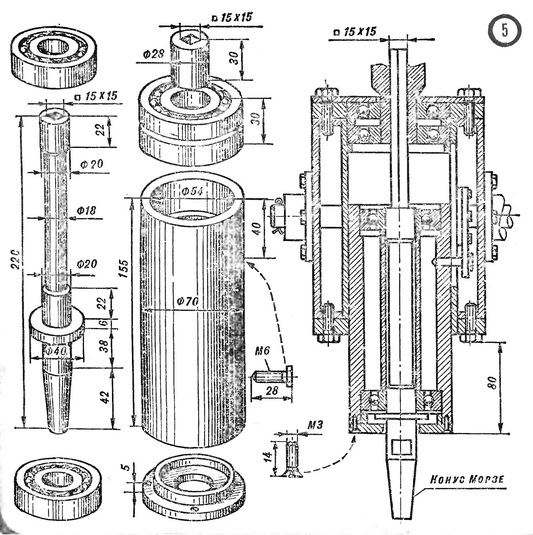
Шпиндель сверлильного станка
Шпиндель монтируется в пиноли 5, которая может перемещаться по вертикали рукояткой 15.
Шпиндель для точных работ выполняется на подшипниках скольжения. Для большинства работ, выполняемых в школьной мастерской, проще применять шпиндель на подшипниках качения. Такие подшипники при сборке можно заполнить смазкой и до ремонта смазку не обновлять.
Для перемещения пиноли применяется шестеренка и ходовая рейка или же (как в нашем варианте) рычажный привод. Пиноль перемещается в корпусе головки 14, к которому крепятся детали привода. На корпусе также размещается ось приводного шкива 9 — она приводит шпиндель во вращение.
Использование для перемещения пиноли шестеренки и ходовой рейки удобнее, однако изготовить их можно только при наличии зубофрезерного станка, довольно редкого в школьных мастерских. Иногда удается подобрать пару «рейка и шестеренка» от ненужного оборудования.
Основной же недостаток рычажного привода в наличии так называемых мертвых ходов (люфта), что не очень удобно при выведении сверла из отверстия.
Потребляемая мощность электрического двигателя станка определяется в основном максимальным диаметром сверла. Если сверлить сталь сверлом диаметром 9 мм, то достаточно мощности около 200 Вт, правда, при этом придется пользоваться самой малой частотой вращения — около 500 мин—1. При большом объеме работ лучше применить двигатель мощностью 600 Вт. Частота вращения его должна быть в пределах 1500—3000 мин—1 Шкивы рассчитываются таким образом, чтобы на шпинделе станка получить 500, 1000, 1500, 3000 мин-1.
Разумеется, необязательно иметь все указанные скорости. Если ваш двигатель имеет 1500 мин—1, то нет смысла делать повышенную передачу. Повышенная частота вращения нужна при работе по дереву, когда требуется высокая чистота обработки поверхности сразу из-под инструмента. В условиях мастерской нужную чистоту проще получить обычными способами, например наждачной бумагой.
Двигатель устанавливается на стальной, достаточно массивной плите 12. Для его крепления используются шпильки — ими стягивается сам двигатель, так называемые щиты двигателя, в которых размещены подшипники.
На двигателе крепится шкив. Его нужно обязательно закрепить контровочным винтом. Под носик винта на оси двигателя сверлится небольшое отверстие.
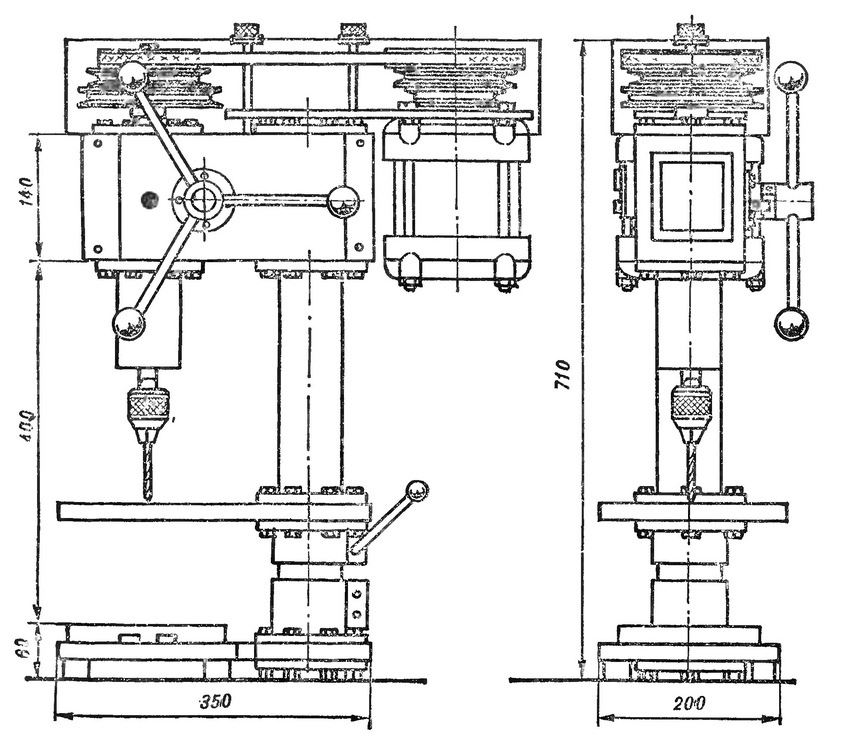
Размеры самодельного сверлильного станка
Плита прикрепляется к головке станка 14 двумя шпильками 10. При смене частоты вращения шпильки нужно слегка отвернуть и, подвинув плиту, переставить клиновой ремень. Вся клиноременная передача закрывается кожухами, сверху съемным, а снизу постоянным. Через прорезь в постоянном кожухе (по положению клинового ремня) можно определить, на какую частоту вращения настроен станок.
На головке полезно разместить: выключатель двигателя (лучше кнопочный с кнопкой «пуск» и кнопкой «стоп»), опору лампы освещения обрабатываемой детали и ее выключатель. Сама головка крепится на опорной трубе с помощью таких же втулок, какие были использованы при изготовлении токарного станка по металлу (см. «ЮТ» для умелых рук» № 4 за 1986 г.). Опорная труба 16, в свою очередь, крепится на втулке к неподвижному столу 1а. Втулка 19 снабжена разрезными губками, которые необходимы, чтобы можно было поворачивать головку станка при обработке длинных деталей. В столе предусмотрены четыре отверстия для крепления станка к верстаку и несколько пазов для крепления тисков и различных приспособлений с обрабатываемыми деталями.
Кроме неподвижного стола, станок снабжается подвижным столом, который может перемещаться по опорной колонне вверх и вниз, поворачиваться вокруг оси 16. Подвижный стол значительно расширяет возможности станка. Прежде всего он облегчает сверление деталей, различных по высоте, выполнение отверстий с параллельными осями и т. д. У стола предусмотрены отверстия для крепления приспособлений, а по его центру выполнено отверстие, которое необходимо для сверления насквозь различных деталей без использования подкладок.
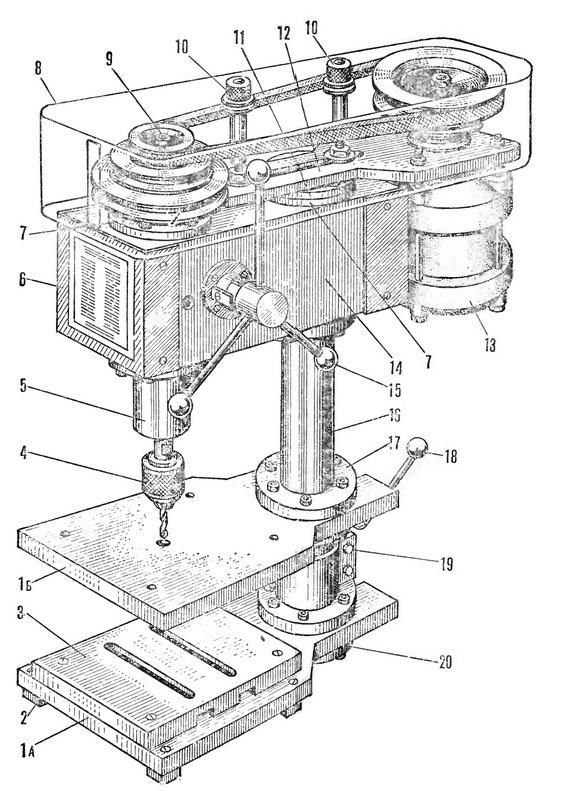
Общий вид сверлильного станка
Настройка сверлильного станка сводится к следующему: закрепите деталь в тисках, закрепите инструмент, определите необходимую частоту вращения (см. «ЮТ» для умелых рук» № 12 за 1985 г.). Помните, что сверлить незакрепленную деталь нельзя — иначе у вас не получится отверстие правильной цилиндрической формы, часто будет ломаться сверло.
Перед тем как включить станок, убедитесь в надлежащем состоянии рабочего стола, в частности в отсутствии на столе посторонних предметов, исправности освещения, надежности закрепления отдельных узлов станка, крепления кожуха, закрепления сверла. Установив инструмент, включите станок на несколько секунд и проверьте его биение.
Во время работы стружка убирается только металлическим крючком. После же остановки станка ее можно смести неметаллической щеткой.
Подвижный стол перед сверлением нужно установить так, чтобы между сверлом и заготовкой было небольшое расстояние, примерно 10—15 мм. Если используется ограничитель глубины сверления, то необходимо отрегулировать его по линейке.
Кроме сверления, на станке удобно выполнять зенкерование — обработку отверстий после сверления для придания высокой точности и чистоты. Еще большую точность можно получить развертыванием. Эту операцию часто выполняют после зенкерования и тоже на станке. В последнем случае необязательно использовать двигатель, можно осторожно вращать шпиндель вручную. Повышенная точность при зенкеровании и развертывании получается из-за наличия у этих инструментов большого числа режущих кромок.
Чтобы получить точные размеры отверстия, необходимо учесть, что сверло при сверлении немного разбивает отверстие. Поэтому получить отверстие с диаметром, близким к номинальному, можно, если воспользуетесь сверлом несколько меньшего размера.
Довольно часто наблюдается смещение и перекос оси отверстия. Причина этого скрыта в слабом креплении детали. Не круглость отверстия чаще всего вырывается биением сверла, например, из-за плохого патрона или биения шпинделя. Грубая обработка поверхности отверстия вызывается тупым или неправильно заточенным сверлом. Иногда к такому результату приводит неправильный выбор смазочно-охлаждающей жидкости.
Износ сверла также влияет на понижение качества отверстия. Неправильная заточка сверла также приводит к преждевременному его затуплению (особенно при неравной длине режущих кромок). Тупые сверла быстро ломаются. Но к их поломке приводят и другие причины. Особенно недопустима быстрая подача сверл малого диаметра. Правильная и своевременная заточка сверла, его хорошее закрепление в патроне, умеренная подача и обоснованный выбор частоты вращения значительно удлиняют жизнь инструмента.
Выполняя зенкерование, не забывайте периодически удалять стружку из глухих отверстий и применять охлаждение. Для зенкеров диаметром до 25 мм оставляйте допуск примерно в 1 мм, для зенкеров большого диаметра допуск немного больше (для 35 мм — 1,5 мм).
Заметим, что, кроме зенкерования, существует еще зенкование. Эта операция позволяет снять фаски у отверстия, сделать углубление под коническую головку винта, заклепки.
Для разверток необходимо оставлять припуск примерно в 0,1—0,15 мм. Сначала выполняют черновое развертывание, а затем чистовое (для этого в комплекте имеются две развертки — черновая и чистовая). Отверстия диаметром больше чем 25 мм нужно сначала обработать зенкером, а потом черновой и чистовой разверткой. Чтобы получить гладкую поверхность, нужно применять смазку. Для стали применяют минеральное масло, для алюминия и его сплавов — скипидар С керосином, для медных сплавов, но не всех — эмульсию с маслом. Для бронзы и чугуна смазка не нужна.
При развертывании нельзя вращать развертку в обратном направлении, от этого она тупится. К быстрому затуплению инструмента ведет также снятие больших припусков. Для чистовой развертки припуск больше 0,05—0,2 мм считается большим.
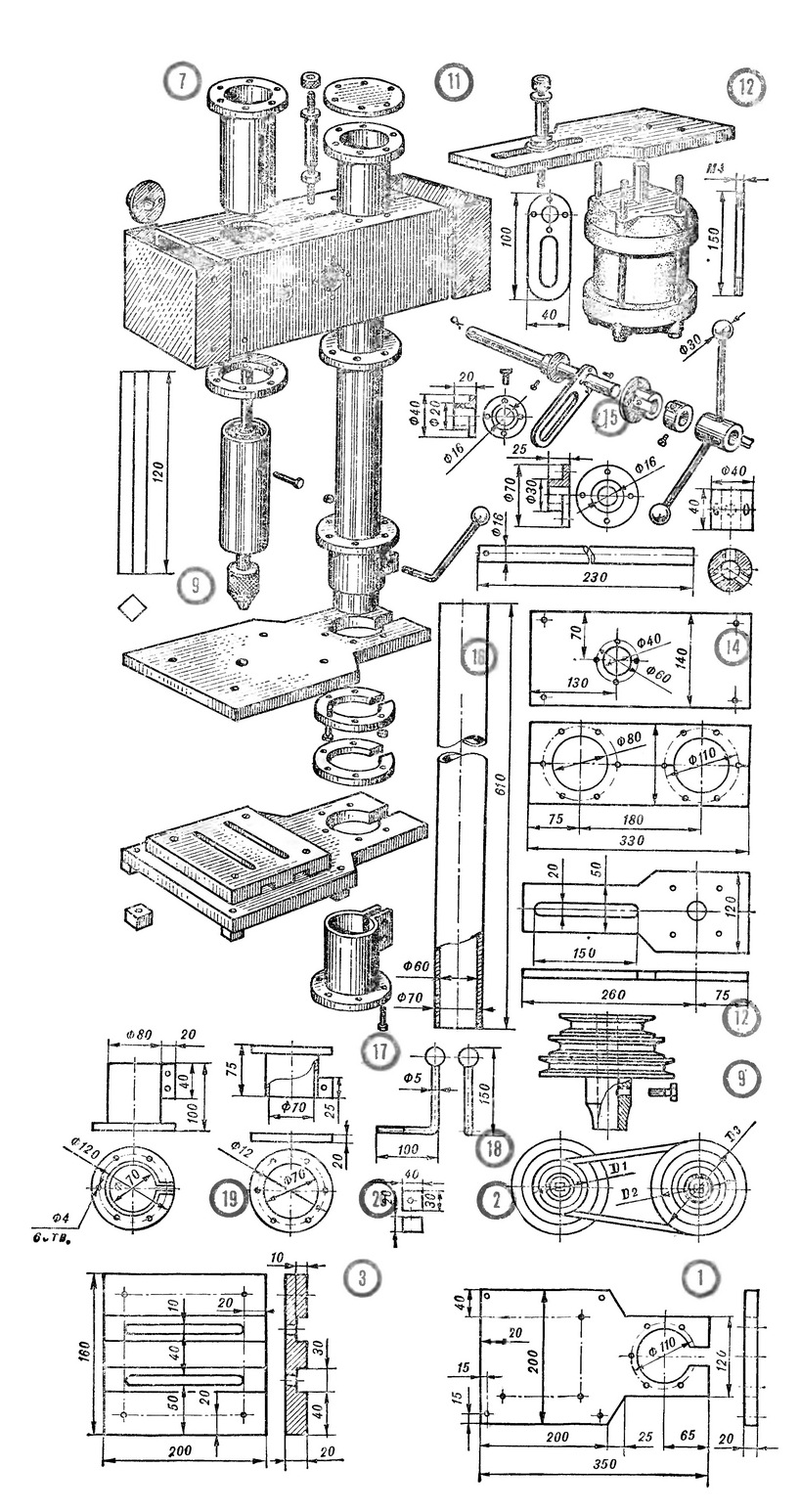
Сверлильный станок в разборе. Фото кликабельно.
В заключение приведем простейшие правила работы на станке. Сверло всегда следует упирать в дно патрона. Перед закреплением детали нужно аккуратно вытереть стол станка, деталь, тиски или приспособления. Заготовка устанавливается так, чтобы центр будущего отверстия (его лучше накернить) находился по оси сверла, причем заготовка должна упираться в дно тисков (можно использовать прокладки). Поверхность сверления должна быть перпендикулярна сверлу, при отступлении от этого нужно применить кондуктор. Проверив правильность установки частоты вращения шпинделя, включайте станок для проверки биения сверла, после чего его следует выключить. Если нужно, настройте ограничитель глубины сверления. Теперь можно включить станок и осторожно подвести сверло к обрабатываемой детали. При сверлении глубоких отверстий полезно засверлить пробное отверстие примерно на треть глубины и проверить его качество. Если обнаружится отклонение, еще удается исправить положение, повернув деталь.
Нажимать на сверло нужно плавно. Перед выводом его из детали (при сверлении сквозных отверстий) усилие на сверло нужно уменьшить. При сверлении глубоких отверстий полезно время от времени извлекать сверло из отверстия и очищать его от стружки. Заметим, что останавливать станок можно только после того, как сверло будет полностью выведено из отверстия.
Отверстия большого диаметра лучше всего сверлить в два приема. Вначале сверлится отверстие меньшего диаметра, а затем нужного. Причем первым сверлом нужно произвести сверление на всю глубину. Сверление по кондуктору или шаблону значительно облегчает работу, особенно при обработке многих одинаковых деталей. Используя кондуктор, нужно не забывать крепить его на заготовке.
В заключение напомним основные правила безопасной работы. Никогда не сверлите незакрепленную деталь. Нельзя применять тупые сверла, это часто ведет к поломке инструмента в детали. "Если сверло скрипит, то нужно его заточить заново. Перед отключением станка поднимите шпиндель. При сверлении твердых материалов, особенно стали, нужно применять охлаждающую жидкость (наливается в обычную медицинскую грелку и подается к отверстию по трубочке с медицинским краником). Для сбора жидкости под подвижный стол нужно под-ставить лоток. Сверлить следует в очках, предварительно убедившись в том, что застегнуты рукава, борта спецовки и т. д. Наконец, нельзя сдувать стружку ртом.
А. ВОЛГИН, инженер Рисунки М. СИМАКОВА
Похожие материалы
Циркулярный станок по дереву своими руками
Как работать со стекловолокном
Как фрезеровать на токарном станке?