
Посадки и классы точности
Допуски и посадки. Книга "Доводка и притирка 1971"
Машины, приборы и механизмы состоят из деталей, которые собираются в узлы. Две детали, соединенные одна с другой, называются сопряженными, причем одна из сопрягаемых деталей охватывает другую.
Наиболее характерной охватывающей поверхностью является отверстие, а охватываемой — вал. Названия «отверстие» и «вал» условно приняты и для других нецилиндрических поверхностей. Сопряженные детали имеют один и тот же номинальный размер соединения.
Соединение деталей друг с другом может быть произведено по-разному. В одном случае соединяемые детали должны перемещаться (вращаться) с большой скоростью одна относительно другой (вал в подшипнике), в другом случае одна деталь должна медленно скользить относительно другой (камень кулисного механизма в кулисе), в третьем случае детали должны быть неподвижны (заглушки в корпусе гидравлического агрегата).
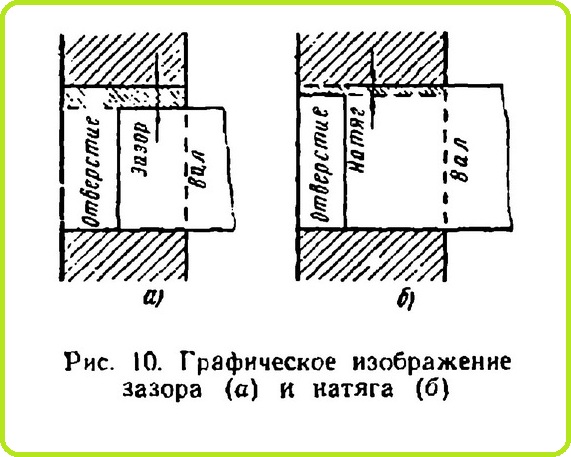
В подвижном соединении имеется зазор, а в неподвижном—натяг. Зазором называется положительная разность между размерами отверстия и вала (размер отверстия больше размера вала), создающая свободу их относительно движения (рис. 10, а).
Натягом называется положительная разность между размерами вала и отверстия до сборки (размер вала больше размера отверстия), создающая после сборки неподвижное соединение (рис. 10,6).
Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует большую или меньшую свободу относительно перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
В машиностроении применяется ряд посадок, при которых соединение получается с большим натягом, чем достигается высокая прочность соединения, и посадок, при которых вал вращается в отверстии совершенно свободно.
Стандартом на допуски и посадки (ГОСТ 7713—62) предусмотрены 16 основных посадок, подразделяющихся на три группы: посадки с натягом, посадки переходные, посадки с зазором (табл. 1).
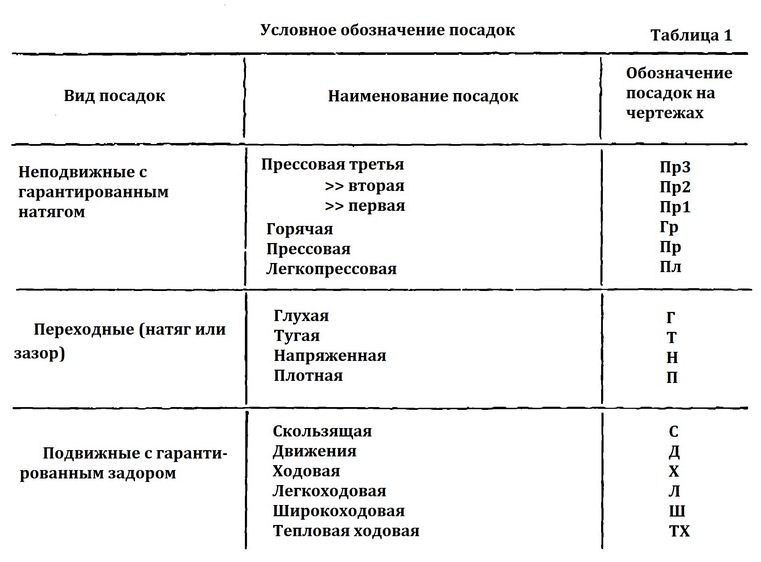
Таблица 1. Условные обозначения посадок.
Характерным признаком посадки с натягом является наличие в соединении гарантированного натяга, а для посадки с зазором — наличие в соединении гарантированного зазора.
Группа переходных посадок является промежуточной между первой и третьей группами. При этом типе посадки в соединении в зависимости от действительных размеров соединяемых деталей может получаться или зазор или натяг. В соответствии с требованиями ГОСТ каждой посадке дано название и соответствующее обозначение.
Стандартом на допуски и посадки установлены следующие классы точности посадок в порядке убывания точности: 1, 2, 2а, 3, За, 4 и 5 (табл. 2).
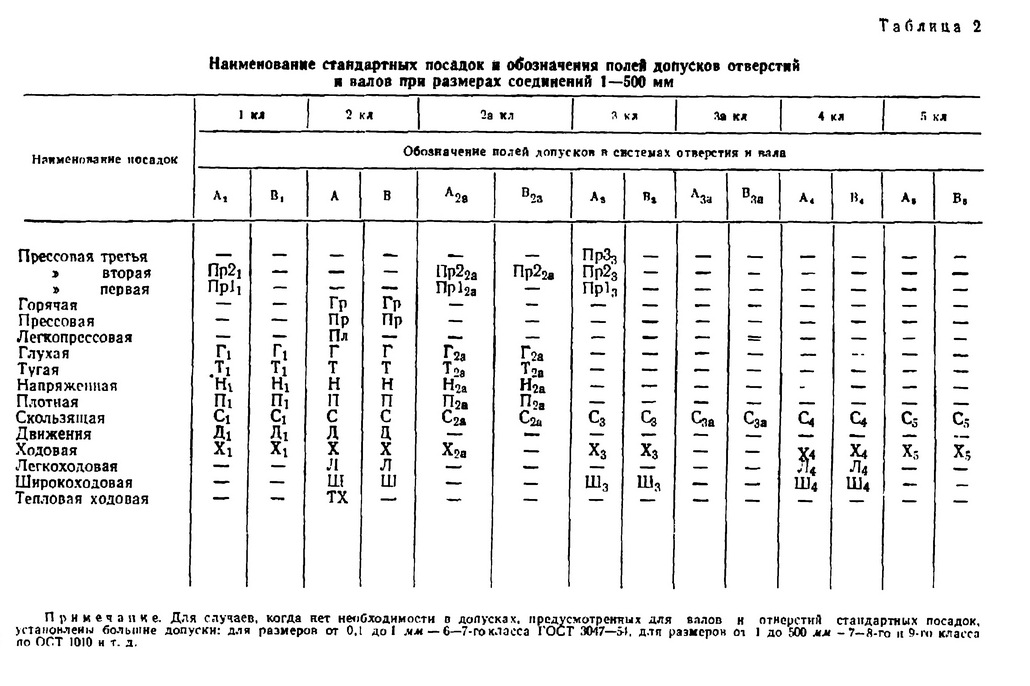
Таблица 2. Наименование стандартных посадок и обозначение полей допуска отверстий и валов при размерах соединений 1-500 мм.
Классы точности
Классы точности. В зависимости от условий, в которых работает та или иная деталь, к ней предъявляются различные требования по точности. Стандартом установлен ряд степеней точности обработки деталей, называемых классами точности. Класс точности характеризуется величиной допуска.
Государственные стандарты устанавливают для размеров от 0,1 до 1, от 1 до 500 мм 10 классов точности (1, 2, 2а, 3, За, 4, 5, 7, 8, 9) —ОСТ 1010, а для размеров от 500 до 10000 мм— 12 классов точности (1, 2, 2а, 3, За, 4, 5, 7, 8, 9, 10, 11) - ГОСТ 2689-54. 6-й класс точности для указанных размеров отсутствует, 2а и За классы точности являются дополнительными. Самым высоким классом точности является 1-й класс, а самым грубым— 11-й класс.
Для деталей с одним и тем же номинальным размером при грубом классе точности допуск больше, и, наоборот, чем точнее класс, тем меньше допуск. При малых допусках обработать деталь сложнее и дороже, поэтому конструктор, выбирая классы точности, учитывает, в каких условиях должна работать деталь.
Точность деталей одного и того же назначения дорожной или строительной машины (например, вала) всегда ниже по сравнению с деталями самолета или ракеты.
От класса точности зависит стабильность (постоянство) зазора и натяга: чем меньше номер класса, тем меньше допуск. Например, допуски на отверстие диаметром 18—30 мм для различных классов точности равны:
Класс точности..... 1, 2 2а 3 За 4 5
Допуск, мк........ 13 23 33 45 84 140 280
С увеличением размера сопрягаемых поверхностей величина допуска увеличивается. Величины допуска в зависимости от размера для 2-го класса точности (обычно называют основным классом) приведены в табл. 3.
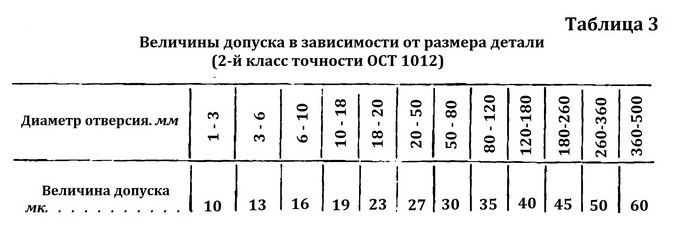
Таблица 3. Величины допуска в зависимости от размера детали. (2-й класс точности)
Похожие материалы: