
Понятие о размерах и допусках
Допуски и посадки. Книга "Доводка и притирка 1971"
Практически ни одна деталь, ни один элемент детали нельзя изготовить абсолютно точно по чертежу. Объясняется это тем. что в процессе производства неизбежны отклонения, зависящие от неточности станка, режущего инструмента, приспособлений, от индивидуальных особенностей рабочего и других причин.
Действительным размером называется размер, полученный в результате измерения с допустимой погрешностью, он будет всегда отличаться от размера, заданного чертежом.
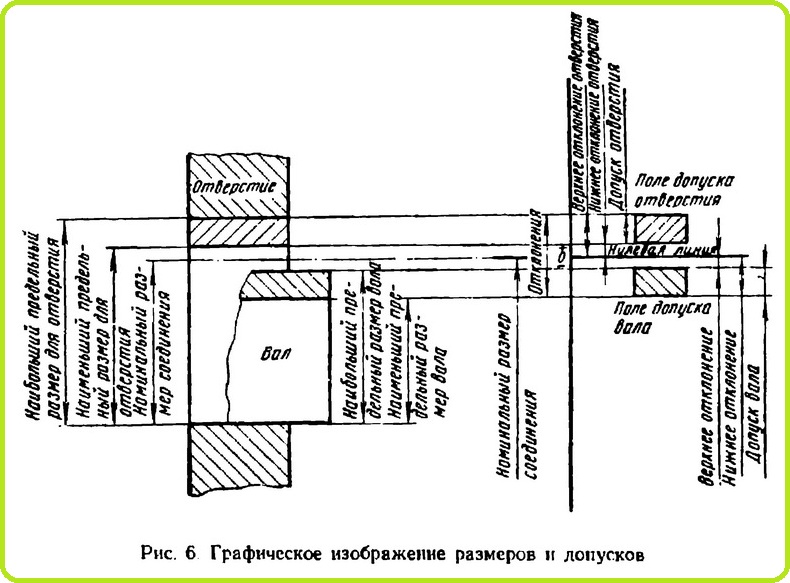
Границы, в пределах которых должен находиться действительный размер, определяются предельными размерами, больший из которых называется наибольшим предельным размером, а меньший— наименьшим предельным размером.
На рисунке сверху показано графическое изображение размеров и допусков. Разность между наибольшим и наименьшим предельными размерами называется допуском размера. Чем больше допуск на неточность изготовления детали, тем легче ее изготовить.
Предельные размеры всегда связаны с номинальным размером, установленным конструктором.
Номинальным размером называется основной размер, определенный исходя из функциональною назначения детали и служащий началом отсчета отклонений. Общий для отверстия и вала, составляющих соединение, номинальный размер называется номинальным размером соединения. Он выбирается из ряда диаметров и длин, установленных ГОСТ.
Охватываемой поверхностью называется наружная поверхность вала, а охватывающей — внутренняя поверхность отверстия.
Действительным отклонением называется алгебраическая разность между действительным и поминальным размерами.
Верхним предельным отклонением называется алгебраическая разность между наибольшим предельным размером номинальным, а нижним предельным отклонением алгебраическая разность между наименьшим предельным размером и номинальным. Отклонения обозначаются числовыми величинами, проставленными с правой стороны номинального размера; оба отклонения имеют свои знаки, верхнее отклонение проставляется над нижним.
Например, в размере ![]() номинальным размером является 15 мм, верхнее отклонение +0,1 и нижнее —0,15.
номинальным размером является 15 мм, верхнее отклонение +0,1 и нижнее —0,15.
Допуск на неточность изготовления может быть определен не только как разность между предельными размерами детали (первый способ), но и как алгебраическая разность между верхним и нижним отклонениями (второй способ).
Пример. При обработке детали с номинальным размером (Н. р), рапным 15 мм и предельными размерами верхним В. п. р.= 15,1 мм н нижним Н. и р = 14,9 мм действительный размер (Д. р) оказался равным 15,05 мм. Нужно определить верхнее отклонение (ВО), нижнее отклонение (НО), действительное отклонение (ДО) и допуск на неточность изготовления ![]()
Решение (мм): первый способ
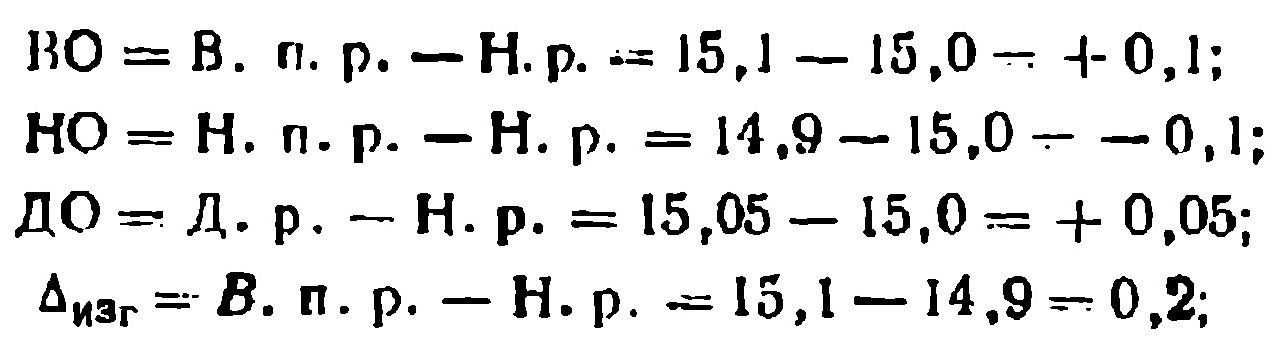
Второй способ.![]()
Второй способ менее трудоемок, но более сложен при определении действительного отклонения. Для случаев, когда перед отклонениями стоят только плюсы
![]() или минусы
или минусы![]() , допуск на неточность изготовления можно определить как разность между верхним и нижним отклонениями.
, допуск на неточность изготовления можно определить как разность между верхним и нижним отклонениями.
Определение допуска на изготовление для указанных случаев выглядит так (по второму способу):
для случая ![]()

Таким образом, допуск можно определить любым из двух способов.
Допуск на чертежах обозначают с указанием предельных отклонений (верхнего и нижнего) от номинального размера, например
![]()
Допуски и посадки. Книга "Доводка и притирка 1971"
Похожие материалы: