
Сверла по металлу
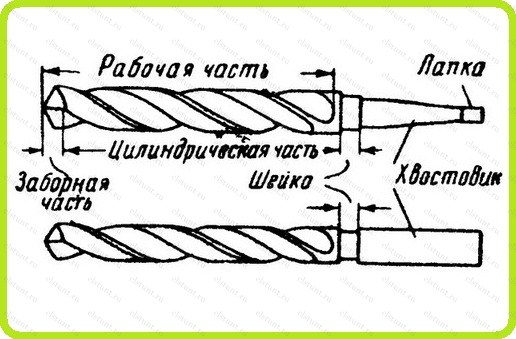
Стандартные сверла (рис. 33), которые изготовляет промышленность, имеют цилиндрическую рабочую часть и цилиндрический или конический хвостовик. Материалом для сверл служит главным образом быстрорежущая сталь марок Р9 и Р18; встречаются также сверла из углеродистой стали. В последнее время получают все большее распространение сверла, у которых рабочая часть оснащена пластинками твердых сплавов. Они применяются для сверления чугуна, закаленной стали и неметаллических материалов: пластмасс, стекла, мрамора и др.
Сверла большого диаметра в большинстве случаев изготовляют сварными: рабочую часть из быстрорежущей, а хвостовик из конструкционной стали. Марка стали, из которой изготовлена рабочая часть, указывается на хвостовике или на шейке сверла. Материал сверла можно определить и при заточке на наждачном точиле: у быстрорежущей стали искра темно-красная, у углеродистой — белые звездочки.
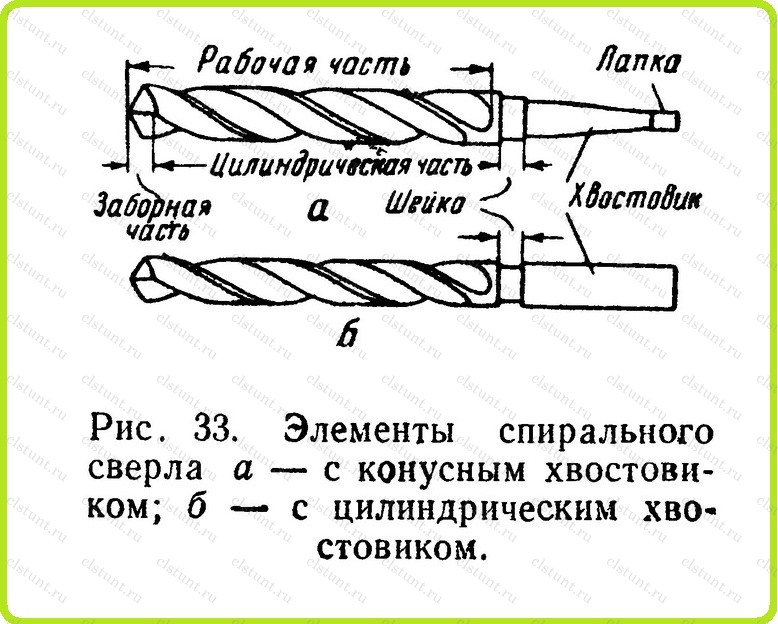
Рис. 33. Элементы спирального сверла а — с конусным хвостовиком; б — с цилиндрическим хвостовиком.
Измерять диаметр сверла надо по ленточкам так, как показано на рисунке 34, а.
Сверло режет материал пятью режущими кромками: двумя главными, двумя вспомогательными (ленточками) и одной поперечной (рис. 34).
Во время заточки необходимо следить за тем, чтобы поперечная кромка (перемычка) проходила через ось сверла. Смещение перемычки от оси уводит сверло в сторону, а это вызывает неравномерный износ режущих кромок и разбивку отверстия, то есть увеличение его диаметра при сверлении. Таким образом, если нет сверла необходимого размера, можно взять сверло несколько меньшего диаметра и заточить его со смещением перемычки. Просверленное отверстие получится на несколько десятых миллиметра больше, чем диаметр сверла.
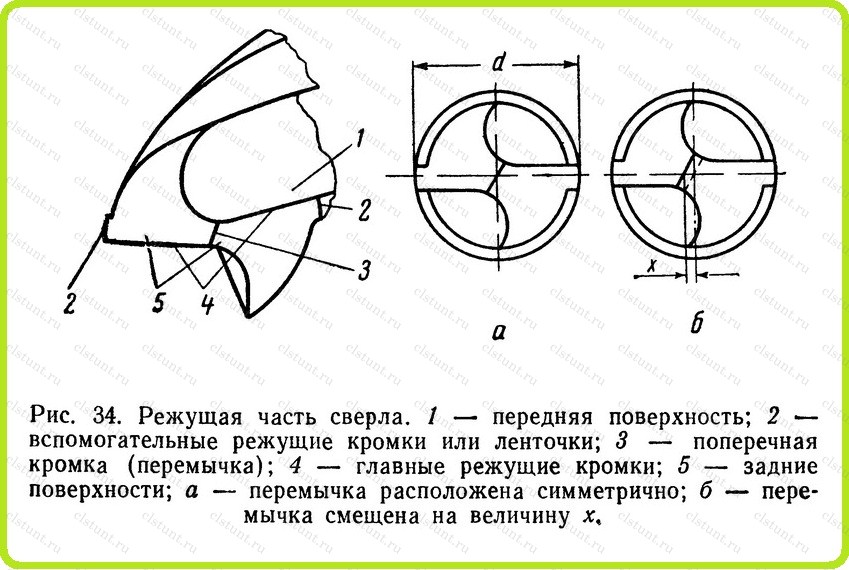
Рис. 34. Режущая часть сверла. 1 — передняя поверхность; 2 — вспомогательные режущие кромки или ленточки; 3 — поперечная кромка (перемычка); 4 — главные режущие кромки; 5 — задние поверхности; а — перемычка расположена симметрично; б — перемычка смещена на величину х
Правильность расположения перемычки видна на глаз; ее длину можно замерить штангенциркулем и, кроме того, определить по ширине стружки. При симметричном расположении перемычки по обеим канавкам сверла будет идти стружка одинаковой ширины.
При сверлении ручной подачей приходится преодолевать значительные осевые усилия, что утомляет работающего, приводит к перегреву сверла и даже к его поломке. Для уменьшения осевой силы применяют подточку режущих кромок.
Некоторые виды подточки показаны на рисунке 35, а.
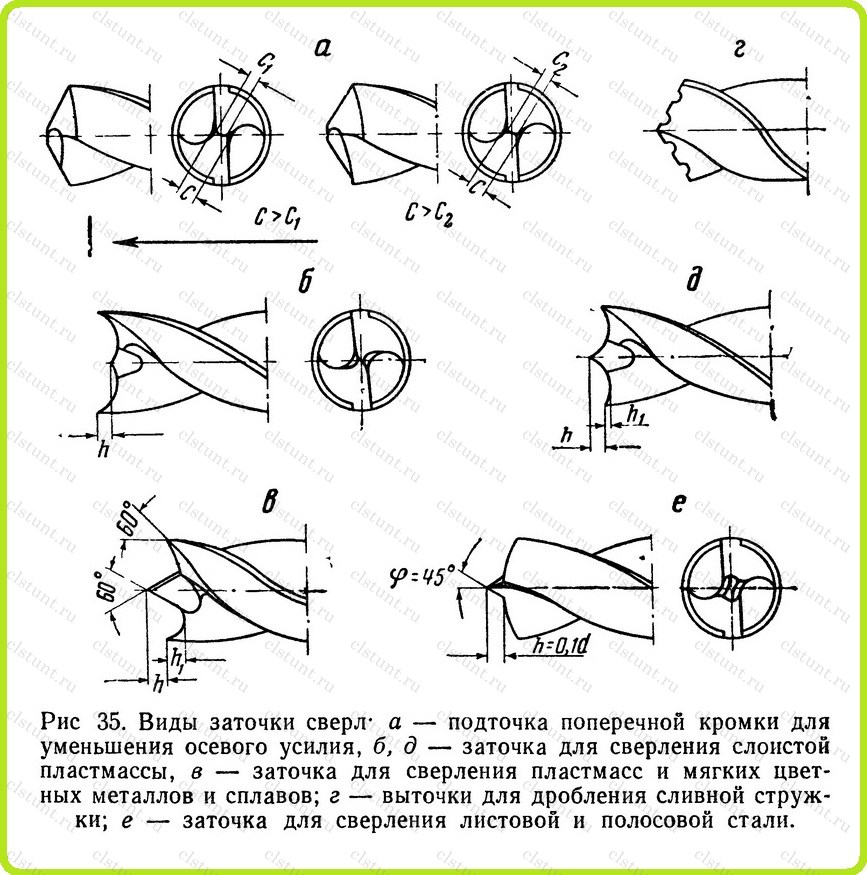
Рис 35. Виды заточки сверл а — подточка поперечной кромки для уменьшения осевого усилия, б, д — заточка для сверления слоистой пластмассы, в — заточка для сверления пластмасс и мягких цветных металлов и сплавов; г — выточки для дробления сливной стружки; е—заточка для сверления листовой и полосовой стали.
Источник книга "В школьной мастерской Знай и умей"
Обратите внимание на похожие материалы: