
Как сделать втулки под конус морзе
Большая часть режущего инструмента для получения и обработки отверстий: сверла, зенкера, развертки и самые разнообразные станочные приспособления — крепится на станках при помощи хвостовиков, имеющих конус Морзе. Такую же конусность имеют и отверстия приспособлений, предназначенных для крепления инструментов.
В тех случаях, когда инструменты и приспособления отличаются размерами хвостовиков, для их соединения применяют переходные втулки.
У этих втулок наружная коническая поверхность и отверстие с конусом Морзе на один или несколько номеров меньше, чем наружный конус. При отсутствии втулки с соответствующим номером можно использовать несколько втулок, вставляя их друг в друга.
Каждая переходная втулка, так же как и хвостовик инструмента, имеет лапку — плоскую часть со стороны меньшего диаметра — и плоский сквозной паз, ось которого перпендикулярна оси втулки. Такой же паз есть и в шпинделе сверлильного станка, и в приспособлениях, предназначенных для крепления инструмента с хвостовиками Морзе. В этот паз входит лапка инструмента, удерживающая его от проворачивания во время работы.
В шпинделях токарного и фрезерного станков и пиноли задней бабки токарного станка пазов для лапки нет, поэтому приходится применять специальные меры, чтобы не допустить проворачивания инструмента.
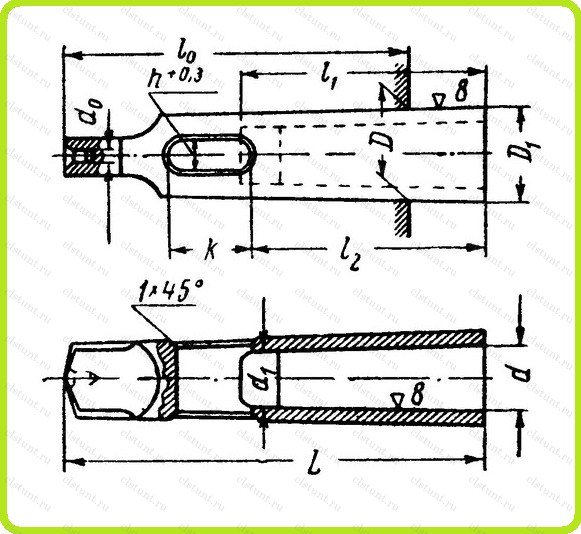
На рисунке 86 показана переходная втулка (ГОСТ 9288-59) с буквенным обозначением всех размеров.

Рис. 86. Втулки переходные короткие для инструментов с конусом Морзе.
Изготовление переходной втулки Морзе
Прежде чем приступить к изготовлению втулки, надо сделать ее эскиз, проставив на нем вместо буквенных обозначений конкретные размеры (в мм) соответствующих конусов Морзе.
Порядок изготовления втулки таков: отрезать заготовку длиной L + 1 мм, зажать ее в патрон токарного станка и просверлить сверлом диаметром d1 на глубину l1. Расточить и развернуть отверстие. Если имеется комплект разверток, можно обойтись без расточки, развернув отверстие непосредственно после сверления.
Если нет калибра, подгонку отверстия при растачивании можно производить по хвостовику любого инструмента, но надо иметь в виду, что для этого лапку на хвостовике придется срезать, так как она будет упираться в дно отверстия и мешать посадке конуса.
Сверло со срезанной лапой на сверлильном станке больше использовать нельзя, так как его невозможно будет выбить из гнезда шпинделя, но выкидывать его не следует, оно пригодится как калибр и в дальнейшем.
Можно использовать как калибр и хвостовик фрезы. Наружную поверхность втулки надо обточить на оправке. Паз можно выполнить двумя способами: либо про-фрезеровать концевой фрезой диаметром А, либо высверлить ряд отверстий сверлом диаметром А — 1 мм на длину R вырубить перемычки между отверстиями крейц-месселем и распилить до размера плоским напильником.
Выбивание инструмента из втулки производится при помощи клина, размеры которого указаны согласно ГОСТу 3025-45 (рис. 87).
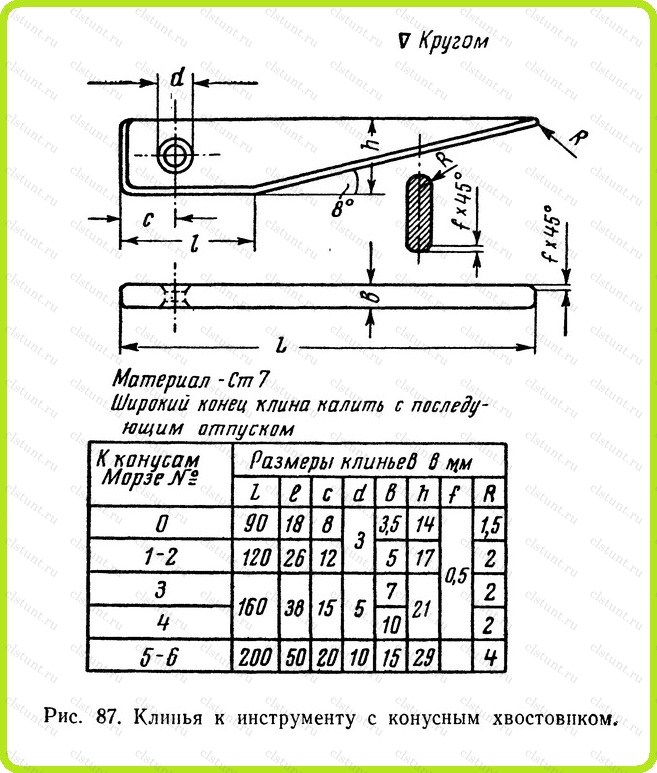
Рис. 87. Клинья к инструменту с конусным хвостовиком.
Источник "В школьной мастерской Знай и умей"
Похожие материалы: