
Как работать развертками
Развертка — это инструмент, предназначенный для получения точных и гладких отверстий.
Операция развертывания применяется для окончательной обработки отверстий, полученных сверлением, зенкерованием или протягиванием.
По характеру применения развертки делятся на ручные и машинные; по форме обработанного отверстия — на цилиндрические, конические и ступенчатые; по конструкции крепления — на цельные с коническим или цилиндрическим хвостовиком для крепления в шпинделе и насадные для крепления на оправку или борштангу.
Развертки, как и сверла, изготовляют цельными из инструментальной стали и сварными — рабочая часть из инструментальной, а хвостовик из конструкционной стали.
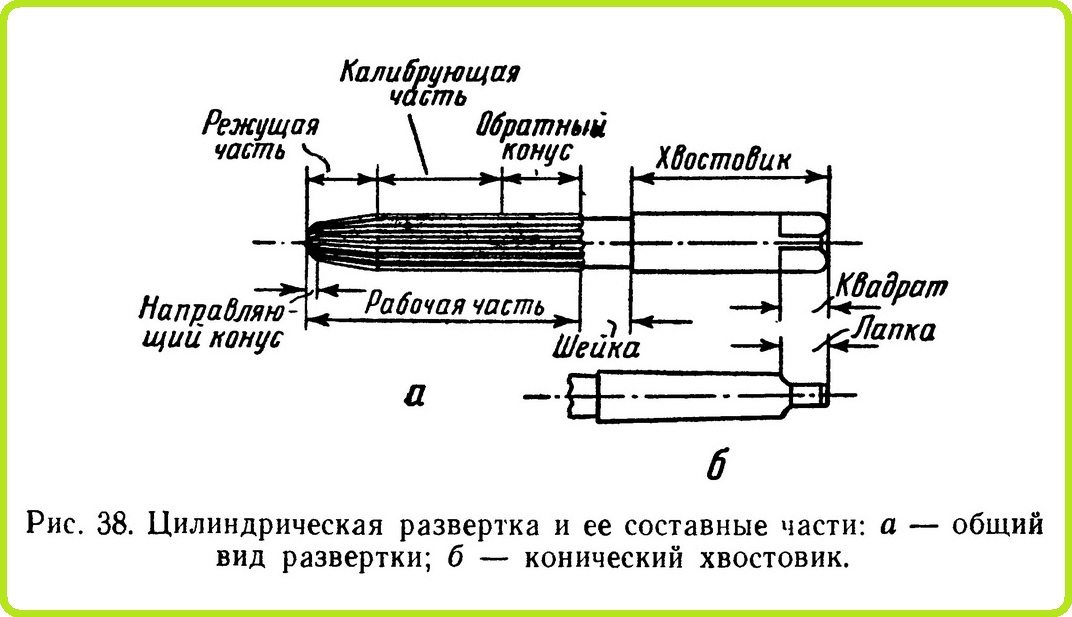
Рис. 38. Цилиндрическая развертка и ее составные части: a-общий вид развертки; б-конический хвостовик.
Рабочая часть цилиндрической развертки имеет заборную часть с направляющим конусом, калибрующую цилиндрическую часть и обратный конус для уменьшения трения развертки (рис. 38). При развертывании через всю длину обрабатываемого отверстия должна пройти калибрующая часть.
До начала обработки отверстия обязательно нужно проверить размер развертки. Если развертка имеет четное число зубцов, то ее диаметр можно измерить микрометром (измерять надо калибрующую часть). Однако такая проверка годится только для развертывания отверстий 3—4 го класса точности.
Перед развертыванием более точных отверстий необходимо произвести контрольное развертывание и проверку развернутого отверстия тем калибром, которым будет производиться измерение отверстия.
Если отверстие получается меньшего размера, а другой развертки нет, то диаметр имеющейся развертки можно немного увеличить за счет заусенцев, создав их искусственно при помощи натирания режущей грани ленточки калибрующей части пластинкой твердого сплава. После этой операции обязательно надо развернуть контрольное отверстие для проверки полученного диаметра. После развертывания двух-трех отверстий операцию увеличения диаметра развертки приходится повторять.
При развертывании вручную изделие можно закрепить в тисках, а развертку вращать, надев вороток на ее хвостовик.
Очень часто при развертывании на токарном станке ручную развертку поджимают центром. Так делать нельзя — это опасно: при малейшей неосторожности или невнимательности развертка соскочит с центра, испортит развертываемую деталь и сломается. При этом можно получить травму.
Развертку нужно крепить в державке.
Обработка конических отверстий
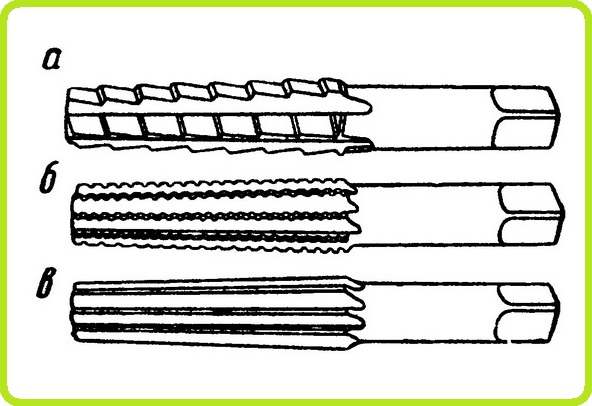
Обработку конических отверстий можно производить при помощи конических разверток. Эти развертки делаются комплектами из двух или трех штук (рис. 39). Последняя, чистовая развертка дает нужные размеры и чистоту отверстия. С помощью комплекта конических разверток можно получить коническое отверстие непосредственно после сверления, минуя предварительное коническое растачивание.
Машинные развертки изготовляются с цилиндрическим, коническим и квадратным хвостовиком.
Перед работой необходимо осмотреть развертку. Режущие кромки должны быть острыми, без завалов, зазубрин, забоин, без трещин и выкрошенных мест.
Для чистового развертывания оставляют минимальный припуск: примерно 0,05 мм для отверстий диаметром до 3 мм, 0,1 мм — для отверстий диаметром 10—30 мм и 0,15 мм — для отверстий 30—50 мм.
Во время развертывания, как и при сверлении, происходит разбивка отверстия — диаметр получается несколько больше диаметра развертки.
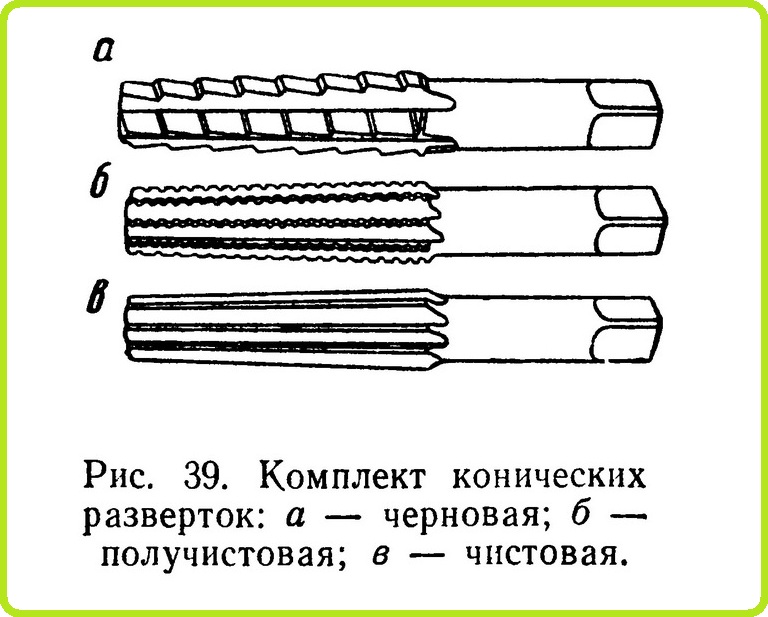
Рис. 39. Комплект конических разверток: а -черновая; б-получистовая; в- чистовая.
Уменьшение разбивания достигается точной установкой обрабатываемого отверстия относительно оси шпинделя станка, применением самоцентрирующих державок для разверток, правильным выбором смазывающе-охлаждающих жидкостей и режимов обработки. На токарном станке перед развертыванием необходимо проверить совпадение центров. Патрон снимать не следует. Достаточно зажать в кулачки любую заготовку и подрезать ее торец.
По его центру можно установить центр задней бабки. Проверку соосности производят до начала обработки детали. Тогда деталь не придется заново устанавливать в патроне и, следовательно, она не будет «бить». Перед развертыванием торец детали подрезают, а в отверстии снимают фаску.
Для получения необходимой чистоты поверхности и точности отверстия, сохранения долговечности развертки необходимо применять смазочно-охлаждающие жидкости.
Развертывание и смазочно-охлаждающие жидкости
При развертывании стали и чугуна рекомендуется применять обычную эмульсию с обильным поливом.
Развертывать некоторые легированные стали, в том числе нержавеющие, лучше с олеиновой кислотой. Ее наносят кисточкой на развертку. Хорошие результаты дает применение минеральных масел.
Развертывание алюминия следует производить с керосином или скипидаром. Развертывать отверстия в бронзе, меди и чугуне можно и без охлаждения.
Скорость подачи развертки лучше давать небольшую — 0,1—0,2 мм на оборот шпинделя.
Скорость резания при развертывании выбирается в зависимости от обрабатываемого материала. Она составляет для углеродистой стали средней твердости и серого чугуна примерно 4—14 м/мин. Чем больше диаметр отверстия, тем меньше надо давать скорость резания.
Источник "В школьной мастерской Знай и умей"
Похожие материалы: