
Приспособление для нарезания резьбы метчиками
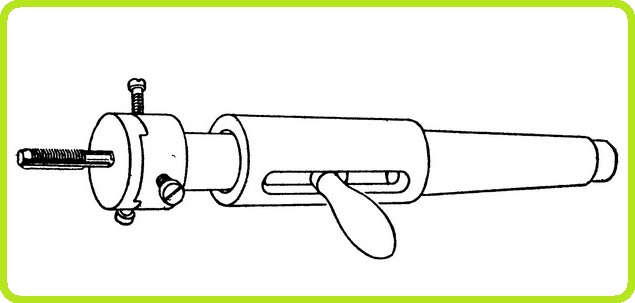
Приспособление (рис. 106) состоит из корпуса 5 с конусным хвостовиком для закрепления в пиноли задней бабки токарного станка. В цилиндрической части корпуса, строго по его оси, расположено цилиндрическое отверстие, по которому поступательно перемещается ползун 3. Вращению ползуна препятствует ручка 4, которая выполняет функцию подвижной шпонки, движущейся вдоль паза, профрезерованного в стенке цилиндрической части корпуса. Кроме того, ручкой пользуются для первоначального врезания метчика в тело нарезаемой детали.
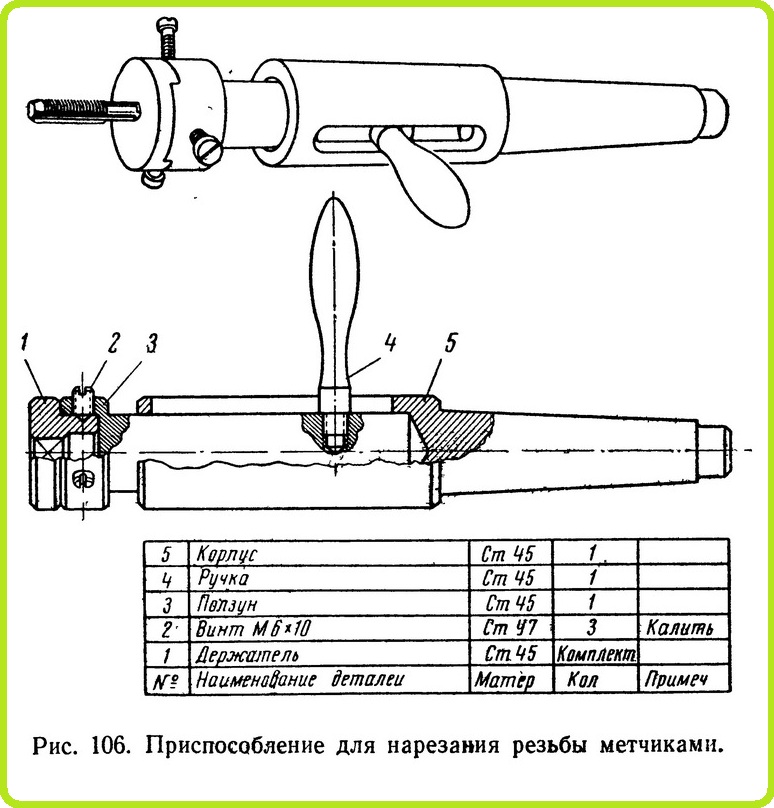
Рис. 106. Приспособление для нарезания резьбы метчиками
Метчики свободно устанавливаются в сменных держателях 1, имеющих квадратные отверстия по размерам хвостовиков метчиков. Сами вкладыши своей цилиндрической заточкой вставляются в отверстие в торцовой части ползуна и удерживаются от выпадения тремя винтами 2. Вращению вкладышей, а следовательно, и метчиков препятствуют две грани, профрезерован-ные на торцах вкладышей и входящие в паз в торце ползуна.
Конус корпуса 5 (рис. 107) приспособления вытачивают по пиноли того токарного станка, для которого оно предназначено. В случае необходимости применить данное приспособление на станках, пиноль которых имеет отверстие большее, чем конус Морзе № 3, можно использовать переходные втулки. Но это необходимо учесть заранее при изготовлении приспособления и увеличить длину хвостовика на длину лапки и профрезеровать его.
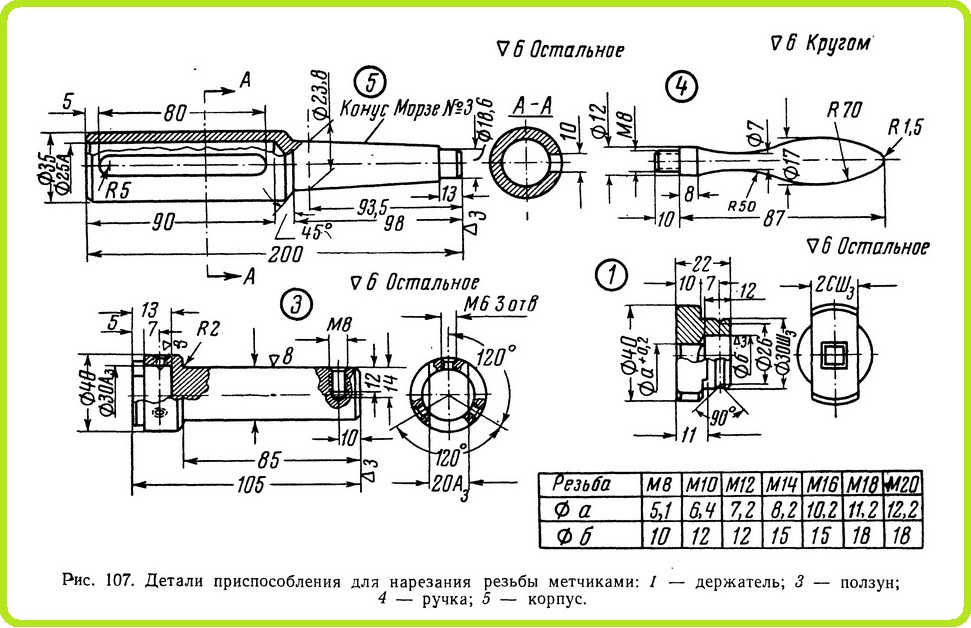
Рис. 107. Детали приспособления для нарезания резьбы метчиками: 1- держатель; 3 - ползун; 4 - ручка; 5 - корпус.
У корпуса 5 строго соосны должны быть хвостовик и отверстие для ползуна 3. При изготовлении корпуса целесообразно начать с обточки конуса, затем, закрепив хвостовик в конусной втулке, расточить начисто и развернуть машинной разверткой, а если ее нет, отшлифовать отверстие шкуркой и обточить наружный диаметр. После обточки профрезеровать канавку и снять заусенцы. Затем профрезеровать в корпусе канавку для перемещения ручки 4.
Ползун 3 надо точить из прутка с одного установа в такой последовательности: проточить на всю длину до диаметра головки; расточить отверстие под держатель; коротким скошенным отрезным резцом проточить тело ползуна и сделать кольцевые риски на месте расположения винтов крепления сменных держателей; канавку для держателя профрезеровать, прострогать или распилить. После окончания сверления и нарезания резьбы необходимо во всех отверстиях и канавке снять образовавшиеся заусенцы.
Держатель 1 проточить с припуском, просверлить, распилить квадрат, а затем обточить на оправке квадратного сечения. Это обеспечит соосность отверстия и наружной поверхности держателя. Грани на держателе надо профрезеровать или опилить по предварительной разметке.
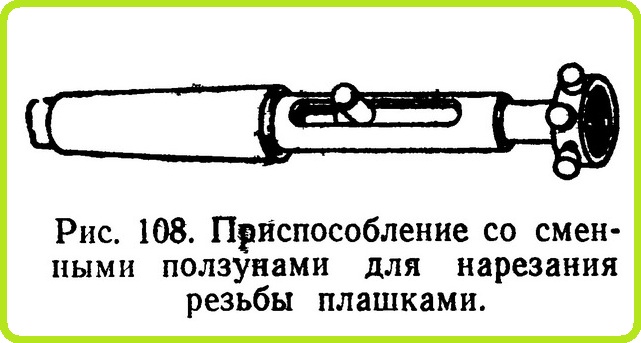
Рис. 108. Приспособление со сменными ползунами для нарезания резьбы плашками
Приспособление можно легко превратить в универсальное и нарезать с его помощью резьбу на болтах. Для этого несколько видоизменяют конструкцию головки ползуна, расточив ее под плашки нужного размера и просверлив в головке соответствующее количество отверстий для стопорных винтов (три или пять, в зависимости от размера плашек).
Источник книга "В школьной мастерской Знай и умей"
Возможно вас заинтересуют похожие материалы: