
Универсальное приспособление для нарезания резьбы
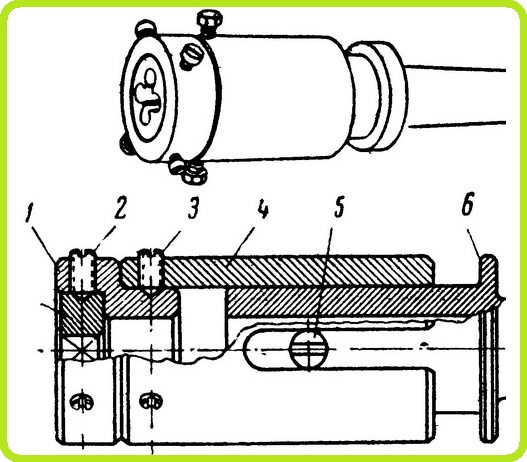
Приспособление (рис. 109) имеет корпус 6 с коническим хвостовиком по пиноли задней бабки токарного станка. Вдоль цилиндрической части корпуса перемещается скользящая втулка 4, в которой закрепляются сменные держатели 7.
Вращению скользящей втулки, а следовательно, и резьбонарезного инструмента препятствует опорный штырь 5, входящий в прорезь втулки 4. Плашки закрепляют винтами 2 в сменных держателях, закрепленных во втулке 4 при помощи винтов 3.
Для нарезания болтов, длина которых больше длины паза втулки, по оси корпуса 6 сверлят отверстие.
При нарезании резьбы в отверстиях в одной из сменных головок вместо плашки закрепляют сменные вкладыши 7 с квадратными отверстиями, в которые свободно устанавливают метчики (см. рис. 110).
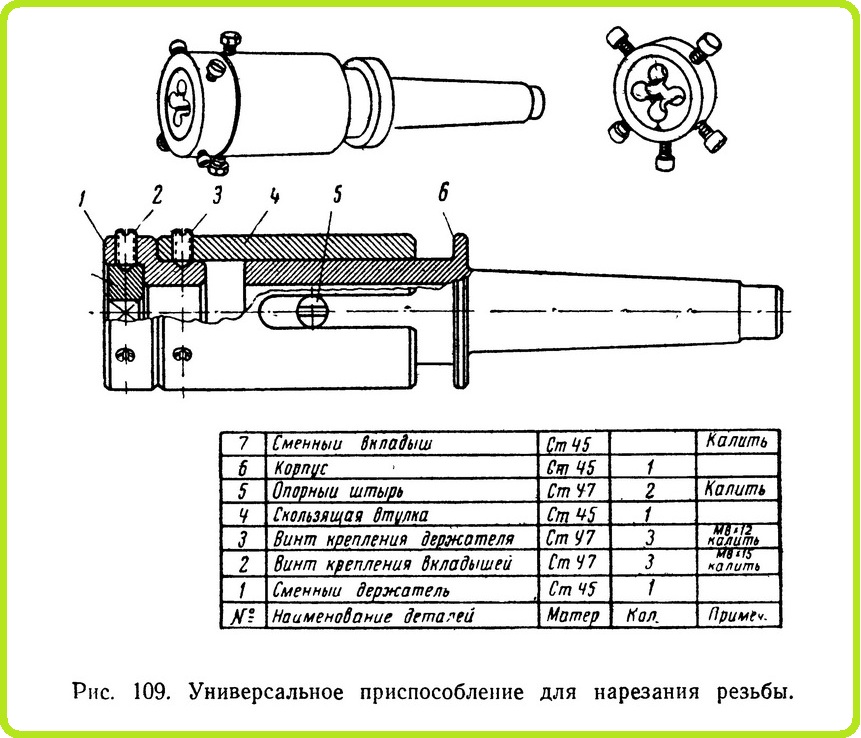
Рис. 109. Универсальное приспособление для нарезания резьбы
При изготовлении корпуса необходимо обеспечить строгую соосность двух его наружных поверхностей — конуса хвостовика и цилиндрической поверхности, по которой скользит втулка с режущим инструментом.
Тем, кто работает на станке с большим патроном, обработку корпуса следует производить на цилиндрической оправке после сверления и расточки отверстия. Если же патрон или станок небольшой, изготовить корпус придется по-другому: обточить его в центрах, затем, зажав за буртик в кулачки патрона, просверлить и расточить отверстие, которое служит только для свободного прохода нарезаемого болта. Соосность в этом случае значения не имеет. На корпусе надо сделать кольцевую риску для разметки местонахождения опорных штырей.
Скользящую втулку, если позволяют патрон и станок, следует точить с одного установа. А если станок маленький, можно отрезать заготовку в размер, зацентровать ее и обточить снаружи в центрах, затем, зажав в кулачки патрона, обработать отверстие.
В данном случае соосность диаметров значения не имеет.
Прежде чем отрезать втулку при ее изготовлении в патроне или приступить к обработке отверстия после обтачивания заготовки в центрах, необходимо разметить оси канавок, которые должны быть профрезерованы для опорных штырей 5. Прочертить оси можно любым резцом, а о том, как повернуть втулку точно на 180°, рассказано в главе о дополнительных возможностях станков.
Надо не забывать и о кольцевой риске для разметки расположения центров отверстий винтов крепления вкладышей 2. Фрезеровать канавки на втулке можно, закрепив ее на суппорте токарного станка и на фрезерном станке. В самом крайнем случае вдоль одной из осей можно накернить центры для сверления и просверлить сквозные (через обе стенки) отверстия диаметром 8—9 мм, а затем крейцмейселем вырубить стенки между этими отверстиями и распилить канавки до размера.
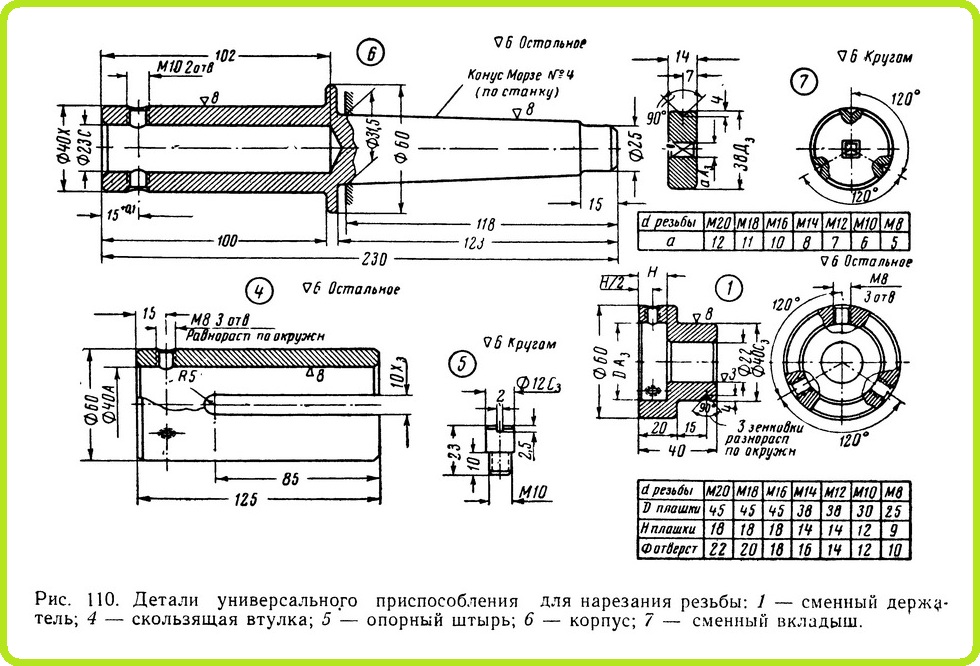
Рис. 110. Детали универсального приспособления для нарезания резьбы: 1 — сменный держатель; 4 — скользящая втулка; 5 — опорный штырь; 6 — корпус; 7 — сменный вкладыш.
Сменные держатели надо точить с одного установа, чтобы выдержать соосность между отверстием для закрепления инструмента и сменных вкладышей 7 и наружным диаметром, входящим в отверстие скользящей втулки. Прежде чем отрезать выточенный держатель, необходимо обозначить кольцевыми рисками расположение центров винта 2 и 3 крепления вкладышей и держателя.
О том, как точить вкладыши и винты, уже было рассказано раньше.
Источник книга "В школьной мастерской Знай и умей"
Возможно вас заинтересуют похожие материалы: