

Новые режимы «РАДУГИ-7». Доработка микродвигателя Радуга 7.
О том, как вдохнуть новые силы во все еще популярный мотор отечественного производства.
«Радуга-7», как и практически все отечественные двигатели прошедшей «исторической» эпохи, имели выраженную нестабильность качества исполнения. Правда, из-за сравнительно большого рабочего объема откровенно безнадежных образцов было немного, и в дело сейчас может пойти чуть ли не каждая «Радуга». Но все равно, прежде чем браться за доработку мотора, полезно внимательно посмотреть, стоит ли вообще данная «овчинка выделки». Определенно стоит попробовать доработать мотор если вы хотите этого (clstunt.ru)
Что подлежит предварительному контролю? Конечно, в первую очередь проверяется состояние цилиндро-поршневой пары.
Полностью разберите двигатель и, главное, извлеките поршень с шатуном и гильзу цилиндра. Теперь (не собирая мотор!) проверьте взаимную подгонку пары при движении поршня выше окон гильзы. Если поршень не проваливается до верхней кромки цилиндра, а идет в указанной зоне плавно и хотя бы с небольшим усилием — все в порядке. В крайнем случае, будет достаточно, чтобы поршень немного «цеплял» в зоне, близкой к верхней мертвой точке. На то, что, поршень может активно тормозиться в районе окон или нижней части гильзы (а так бывает на большинстве моторов поздних серий) сейчас не обращаем никакого внимания.
Отметьте для себя, что контроль пары следует вести при поршневом пальце, направленном вдоль оси коленвала, то есть параллельном «плоскости» выхлопного окна гильзы. При повороте поршня в иное положение он может начать подтираться в контрольной зоне (значит, пара имеет эллипсность). Если все так, как описано, — пара вполне работоспособна, несмотря на искаженную геометрию. А вот если при повороте поршня он начнет проваливаться в гильзу, пару придется заменять.
Если пара не удовлетворяет указанным требованиям, дальнейшие действия по доработке бессмысленны. Попытайтесь найти другой мотор. Другой вариант — если в вашем распоряжении есть несколько двигателей, поменяйте только поршень или гильзу. В процессе такого селективного отбора неплохо было бы подыскать гильзу с минимальной фаской между зеркалом цилиндра и верхним торцом ее буртика.
Цилиндро-поршневая пара.
Работа над поршнем начинается с выполнения на рабочей поверхности двух маслоудерживающих кольцевых канавок. Первая протачивается на расстоянии около 3 мм от донышка поршня, вторая — на 1,5 мм ниже (то есть в 4,5 мм от донышка). Ширина каждой канавки равна примерно 0,5 мм, а глубина 0,2-0,3 мм при произвольном профиле самой канавки (треугольная, полукруглая или прямоугольная,— неважно). Канавки можно проточить на токарном станке, с применением оправок. На предложенном же вашему вниманию двигателе канавки прорезаны вручную, с помощью ножовочного полотна толщиной 0,5 мм. При этом поршень донышком плотно вставлялся с бумажной «оберткой» внутрь отбракованной гильзы на такую глубину, чтобы кромка гильзы являлась боковым упором для полотна. Глубина канавки определялась «строго на глаз». При аккуратной работе чуть затупленным полотном качество канавок ничуть не хуже, чем при станочном методе.
Кстати, заметьте, что данная операция, как и все остальные, выполнялись вручную, без использования станков. Это конечно, не достижение и не подвиг, однако, кого-то такой факт может заинтересовать. А тот, кто располагает доступом к станкам и боится, что не справится с ручной доработкой, может без проблем перейти к станочным методам.
Следующий этап — снятие конусной фаски с рабочей зоны поршня около его донышка (на серийном поршне от «Радуги» она отсутствует). Хороший эффект обеспечивает фаска высотой от 0,5 до 0,8 мм и с углом наклона 3° (примерно). Наличие фаски и двух канавок резко улучшает условия сохранения масляной пленки на трущихся поверхностях. А это заметно увеличивает ресурс пары (немаловажно даже с точки зрения оправданности трудозатрат на доработку мотора). Кроме того, улучшается запуск холодного и горячего двигателя, и его работа на всех режимах, включая переходные.
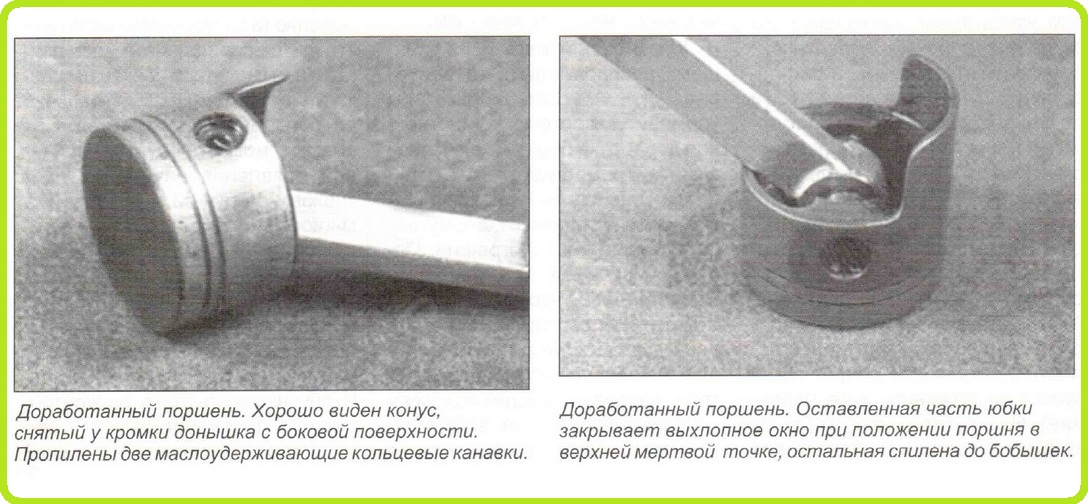
Доработка поршня заканчивается его облегчением — удалением большей части сравнительно толстой и увесистой поршневой юбки. От нее должен остаться лишь участок, закрывающий выхлопное окно при верхнем положении поршня (смотри фотографию). Чтобы разметка разреза получилась абсолютно точной, рекомендуем насухо собрать двигатель, поворачивая гильзу до совмещения с соответствующими окнами картера. Затем поворачивают коленчатый вал, переводя поршень в верхнюю мертвую точку. В выхлопном окне будет видна юбка поршня. На ней толстой иглой (без нажима!) прочерчивают боковые контуры окна. Вновь разобрав двигатель и вынув поршень, прибавляют к полученной разметке по 1,0-1,2 мм на сторону (такого перекрытия по бокам выхлопного окна вполне достаточно). Осталось срезать напильниками и надфилями ненужную часть поршневой юбки. Высота обрезки — вплоть до уступа, оставшегося внутри поршня при заводской расточке (это практически до уровня бобышек под палец). В связи с тем, что материал на поршнях довольно мягкий и «сыпучий», рекомендуем внизу оставшейся юбки и на переходе ее к рабочей части задать радиусы переходов, равные примерно 2 мм. По той же причине срезать юбку лучше вручную, сначала вновь плотно посадив поршень (его рабочую часть) в ненужную гильзу.
«Крутые» мотористы здесь могут заметить, что в результате поршень окажется сильно несбалансированным вдоль вертикальной плоскости симметрии. Бесспорно, это так. Но на режимах, не превышающих 14000 об/мин, этот дисбаланс никак не проявляется, что и подтвердила длительная эксплуатация доработанного мотора. Единственное, — через какое-то время при очередной чистке было замечено, что один из нижних углов оставленного участка юбки легко касается зеркала цилиндра. Достаточно было один раз пройтись по этой зоне «нулевой» шкуркой, чтобы вертикальных штрихов на юбке больше не появлялось никогда. Причина неожиданного эффекта кроется в неровно выполненной растирке нижней части цилиндра, либо в том, что из-за качества поршневого чугуна его юбку со временем повело. Но это уж как повезет. А в общем срез юбки дает тройной положительный эффект. Во-первых, чувствительно облегчается массивный поршень. Во-вторых, явно снижается площадь его жидкостного трения по гильзе. И в третьих, улучшаются условия продувки цилиндра (теперь в нижней мертвой точке юбка поршня больше не загораживает перепускные каналы).
Нужно заметить, что (по непроверенным слухам) на некоторых серийных «Радугах» поршень имел на всей высоте одинаковый внешний диаметр, — проточенное занижение диаметра юбки отсутствовало. Если вам достался именно такой образец двигателя, прежде чем начать доработку поршня, вам придется на станке с применением оправок занизить юбку примерно на 0,03-0,04 мм на сторону по внешнему диаметру. Эта проточка не должна доходить до отверстия под палец на 1,0 мм по высоте поршня.
Шатун и поршневой палец.
Шатун и поршневой палец. Здесь все просто. Достаточно надфилями снять миллиметровые фаски со всех четырех углов стержня шатуна. Еще желательно на всякий случай проверить прямолинейность шатуна и параллельность отверстий в его головках. Затем нужно выбрать (по собственным соображениям), какая сторона шатуна будет обращена в сторону щеки коленчатого вала, и каким-либо образом отметить ее, чтобы впоследствии не перепутать при сборке мотора. После этого с обратной (задней) стороны в нижней головке внутреннюю фаску увеличивают как минимум до 1 мм. Сделать это нужно обязательно, несмотря на некоторое уменьшение ширины трущейся поверхности шатуна (смысл этой операции станет ясен чуть позже). Палец же можно оставить в том виде, как он есть.
Гильза цилиндра.
Гильза цилиндра. Независимо от того, подклинивает поршень в зоне окон и ниже, или нет, вам предстоит растереть юбку гильзы. Дело в том, что практически на всех серийных «Радугах» (кажется, исключая лишь первые сигнальные образцы мотора) зеркало цилиндра совершенно ровное, а это никуда не годится. Допускается растереть гильзу «пионерским» методом, — намотав мелкозернистую шкурку на зажатый в дрели деревянный стержень. Требуемая точность выполнения этой операции совсем невысока. Нужно выполнить лишь два требования — не трогать зеркало цилиндра выше середины выхлопного окна, и обеспечить движение поршня ниже того же уровня с небольшим зазором. Контроль результата растирки проводится на вынутой из картера гильзе.
Еще одно место, достойное хотя бы небольшого внимания — фаска на переходе от верхнего торца буртика к зеркалу цилиндра. Если фаска очень большая и неровная, лучше подыскать новую гильзу. Дело в том, что здесь может образоваться зона «нештатного» объема камеры сгорания. В зависимости от температурного режима двигателя он из-за этого может «дурить» на переходных режимах.
Картер.
Картер. Сначала проверьте, с каким зазором вставляется гильза. Сделать это не так просто, — многие гильзы по непонятным причинам имеют искаженную форму юбки (в результате кажется, что гильза вводится в картер чуть ли не с натягом). Править внешнюю форму юбки не нужно, так как мы ее все равно уже растерли изнутри. А вот оценить действительную величину зазора между верхней частью гильзы и картером все же полезно. Если зазор покажется вам чрезмерным, то... опять меняйте гильзу или картер.
Теперь главное. У картера есть одна очень критичная зона — верхний торец рубашки цилиндра, на который садится буртик гильзы. Как ни странно, на восьми экземплярах серийных двигателей из десяти этот торец имеет грубую, опиленную чуть ли не вручную поверхность! Это совершенно недопустимо! Ведь гильза садится в картер пускай с небольшим, но все же имеющимся радиальным зазором. Если же посадочное место буртика неровное или оно не совсем перпендикулярно оси цилиндра, то при затягивании винтов головки тут же перекосит всю гильзу!
Единственный выход — начисто «пропылить» посадочный поясок картера на токарном станке с применением круглой оправки. Правда, автор умудрился и эту операцию выполнить вручную (доводка всей торцевой плоскости на стекле с последующей притиркой посадочного пояска с помощью ненужной гильзы). Но в данном месте ручная работа себя не только не оправдывает, но и не дает стабильных результатов. Поэтому при малейшей возможности используйте станочный метод.
Сразу же посмотрите, не снята ли на заводе крупная фаска на переходе от данного торца к внутренней расточке картера. В идеале фаска должна быть не больше 0,3-0,4 мм. Если же фаска явно больше, имеет смысл от торцевать картер на величину около 1 мм, а под буртик гильзы поставить стальную, выточенную за одну установку прокладку соответствующей толщины. Если этого не сделать, велик шанс перекосить гильзу из-за малой ширины ее буртика (буртик выступает за периметр гильзы всего на 1,5 мм).
Единственный метод контроля подгонки картера и гильзы заключается в контрольной сборке двигателя с небольшим количеством жидкого масла. Затянув винты головки цилиндра, оцените, насколько плавно идет поршень по цилиндру, не трется ли он в нижней зоне хода. Если очередная доработка картера не даст требуемого эффекта, еще больше разотрите гильзу внизу.

Следующая доработка картера необязательна, но все же очень полезна. Задача состоит в том, чтобы вдоль оси коленчатого вала на рабочей поверхности бронзовой втулки выполнить продольную лунку. Она должна идти по верху втулки, начиная примерно с 4 мм от переднего обреза носка картера. Сзади лунка выходит в полость карбюратора. Через такую лунку топливо и масло, продавленное внутри картерным давлением вдоль вала к носу, будет сброшено обратно в двигатель (в отличие от внутри картерного объема, в под карбюраторной полости в среднем за оборот образуется разряжение, а не давление). Результат — двигатель не только становится гораздо более экономичным, но и более отзывчивым на управление карбюратором. Сечение лунки может иметь произвольную форму. В принципе, вполне достаточно прямоугольной лунки глубиной не более 0,5 мм и шириной до 1 мм. Каким способом сделать ее не столь критично. Можно, закрепив картер на столе сверлильного станка носом вверх, вставить в патрон заточенный в виде долбяшника резец, и, не включая станок, за счет подачи патрона продолбить требуемую лунку. Аналогично можно использовать и токарный станок (что, наверное, намного удобнее). При некотором опыте работы со штихелями несложно прорезать лунку вручную с помощью заточенного соответствующим образом надфиля или небольшого резца. Потом в любом случае потребуется снять микрозаусенцы с краев лунки, чтобы вал вращался во втулке так же легко, как и раньше. Сразу отметим, что наибольший эффект все это даст при условии использования коленчатого вала, имеющего крупную проточку вблизи его передней части. К счастью, большинство «Радуг» снабжались именно такими валами. Если вам попался мотор с гладким валом, проточку нетрудно сделать самостоятельно. Для тех, кто даже не слышал о подобной проточке: она расположена на поверхности рабочего участка вала (012 мм) в 4 мм от его перехода на 07 мм. Ширина кольцевой проточки равна 2 мм, а глубина 1 мм.
Коленчатый вал
Коленчатый вал. Если в вашем распоряжении находится вал, уже имеющий только что упомянутую проточку, единственная доработка будет заключаться в снятии громадной фаски с пальцевой зоны щеки. Что это за фаска, и какую она имеет форму, хорошо видно на фотографии. Поэтому чертежей мы не даем. Единственное, что хотелось бы отметить — снятие материала с вала в этой зоне дает наибольший эффект по балансировке мотора, изначально «славящегося» уникальным уровнем вибраций. Вместе с облегчением поршня это еще не снижает вибраций до идеального уровня, но уже позволяет спокойно ставить рулевую машинку типа «Проминь» прямо на мотораму двигателя (отказов этой, далеко не самой надежной машинки не отмечалось даже на режиме 15000 об/мин)! Поверхность фаски после грубой обработки полезно отшлифовать мелкой шкуркой.
Задняя стенка картера
Задняя стенка картера. Нужды в доработке самой стенки нет. А вот ее посадочное место в картере... Прежде всего вам предстоит точно измерить расстояние от заднего торца картера до заднего торца мотылевого пальца коленчатого вала. Затем проверьте глубину посадки стенки в картер. Если разница в этих размерах не превышает 0,6 мм (кстати — меньше 0,3 мм она также не должна быть), все в порядке. Если расчетная величина больше, придется либо заглублять стенку за счет обработки заднего торца картера, либо клеить на стенку стальную пластинку соответствующей толщины. В принципе, последний вариант лучше, хотя и более трудоемкий. Особенно с учетом того, что пластинку придется еще и приклепать к стенке тремя заклепками.
Данная доработка не позволит шатуну сползать с коленчатого вала больше чем на 0,6 мм ни при каких условиях. Почему за этим нужно следить? Мало кто помнит о том, что при запуске двигателя шатун занимает произвольное положение (а запуск очень часто производится при поднятом носе двигателя, а значит, со съехавшем назад шатуном!). Первые рабочие обороты мотора с недостаточной смазкой могут послужить причиной появления начальных признаков нештатной выработки на мягком материале шатуна. Достаточно несколько раз повторить такой запуск, и шатун потом всегда будет работать в нештатном, смещенном положении. Требовать от такого мотора хорошей работы просто не приходится. Чтобы избежать этого, проконтролируйте положение задней стенки, а также выполните на нижней головке шатуна фаску, о которой уже говорилось в начале статьи в разделе «Шатун». Именно эта фаска обеспечит ход головки только по рабочей поверхности пальца.
Доработка радио карбюратора
Радиокарбюратор. Прежде чем заняться его доработкой, советуем сначала проверить один момент. Множество карбюраторов как отечественного, так и иностранного производства страдают одним малоизвестным недостатком, роль которого «незаслуженно» недооценивается. Речь идет о неодновременном закрытии поворотным барабаном входного и выходного отверстия корпуса.
Чтобы разобраться, к чему это приводит, представьте себе, например, что входное отверстие закрывается раньше выходного. Результат — очень большое разряжение в зоне осевого жиклера на малых оборотах. Как следствие начинается крайнее обогащение топливо-воздушной смеси, не поддающееся коррекции за счет регулировки карбюратора. Кроме того, из-за сниженной скорости воздушного потока в карбюраторе топливо поступает в картер в полу распыленном виде, с большим количеством капельных фрагментов. Не стоит удивляться, что такой карбюратор не может обеспечить не только сносного режима малого газа, но и быстрый выход на максимальные обороты. Резкий перевод с большого газа на малый зачастую может привести к неожиданной остановке двигателя из-за его перезалива.
Другая крайность возникнет при раннем закрытии выходного отверстия. Все будет происходить с «точностью до наоборот». В зоне осевого жиклера разряжение станет равным почти нулю (теперь зона разряжения окажется под барабаном). Двигатель либо остановится от обеднения смеси на малом газу, либо будет явно не готов к выходу на большие обороты.
Этот фактор имеет колоссальное влияние не только на регулировку малых оборотов, но и на приемистость двигателя. Интересно, что наибольший негативный эффект проявляется на сложных карбюраторах. Для нашего, простейшего карбюратора он не так уж существенен. У нас остается возможность изменять качество смеси на холостом ходу с помощью винта регулировки подсоса воздуха (на «крутых» карбюраторах такого винта вообще нет).
В любом случае рекомендуем распилить или расшабрить входные кромки окон в барабане или корпусе жиклера, если будет замечена несинхронность их закрытия.
Теперь дело за собственно доработкой карбюратора. По сути, доработка единственная. И касается она одной из самых мелких деталей — жиклера (простенькая точеная латунная деталь, запрессованная в корпус карбюратора, и располагающаяся под съемным корпусом регулировочной иглы). Что с принципиальной точки зрения представляет собою такой жиклер? Это трубка с ровно срезанным торцом и с осевым отверстием для выхода топлива. Введена она в середину всасываемого воздушного потока, перпендикулярно его направлению. В силу законов аэродинамики степень разряжения на торце такой трубки совсем низка. Значит, и всасывающая способность всего карбюратора не самая лучшая. Как следствие, стандартная «Радуга» имеет ухудшенный запуск, нестабильный режим на фигурах пилотажа и малую приемистость. Привести же карбюратор (и режим доработанного двигателя) во вполне приличное состояние можно простейшим образом.
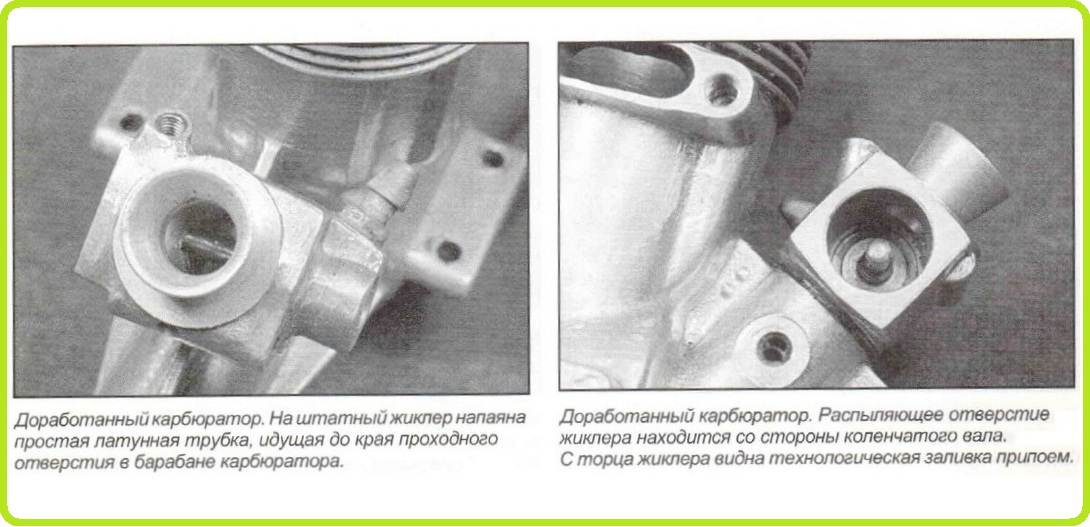
Для начала аккуратно разберите карбюратор и выпрессуйте из корпуса жиклер. Замеры рабочего участка жиклера скорее всего дадут такие величины: длина участка равна 5 мм (до первого уступа) при внешнем диаметре 2,2-2,3 мм. Ваша задача — найти небольшой отрезок обычной медной или латунной трубки внешним диаметром 3 мм, рассверлить ее с одного из концов до 02,2-2,3 мм на глубину 5 мм, и потом напаять эту трубку на рабочий участок жиклера. Кстати: в процессе пайки нужно полностью залить припоем все отверстия сборной детали. Следующая операция — подрезка свободного конца медной трубки. Здесь нужно добиться того, чтобы в собранном карбюраторе трубка доходила до конца воздушного канала в поворотном барабане (теперь жиклерная трубка должна полностью перегораживать воздушный поток). Не разбирая карбюратора, на трубке отмечают середину воздушного канала. Далее сверлом 1 мм восстанавливают осевое отверстие в жиклере (сверлить начинают со стороны штатной латунной детали) и углубляют его лишь до уровня нанесенной разметки (торец трубки должен остаться закрытым). Тем же сверлом на точке разметки выполняется поперечная сверловка, — так образуется канал для выхода топлива. Остается собрать карбюратор, заклеив для гарантии жиклер эпоксидной смолой. Канал выхода топлива должен быть направлен в сторону коленвала, в аэродинамической тени от нового жиклера.
Что получится в результате доработки? Во-первых, таким образом мы заметно зажимаем проходное сечение карбюратора — вместо исходных 18,7 мм2 теперь площадь просвета будет равна 11,7 мм2. Во-вторых, обеспечивается резкое улучшение всасывающих свойств карбюратора по топливу. Ведь теперь выходное отверстие топливного канала располагается не на торце короткой трубки, где аэродинамическое разряжение сравнительно мало, а с тыльной стороны цилиндрической «перегородки». Там не только выше степень разряжения всасываемого воздуха, но намного больше его турбулентность. Следовательно, и качество распыления жидкого топлива резко улучшится (этому же служит и зажатие просвета карбюратора, увеличивающее скорость воздушного потока).
После столь технически простой переделки подача топливной смеси в карбюратор станет намного надежнее и стабильнее, обеспечивая активный, устойчивый переход с режима малых оборотов на максимальный. Естественно, улучшается запуск. Снижаются минимально устойчивые обороты двигателя. Ведь даже на малых оборотах скорость воздушного потока в зажатом карбюраторе остается значительной. Одновременно повышенная турбулентность зоны распыла помогает исключить условия возникновения и попадания каплеобразного топлива в цилиндр (раскаленная калильная свеча теперь не будет «погашена» попавшей на ней каплей!).
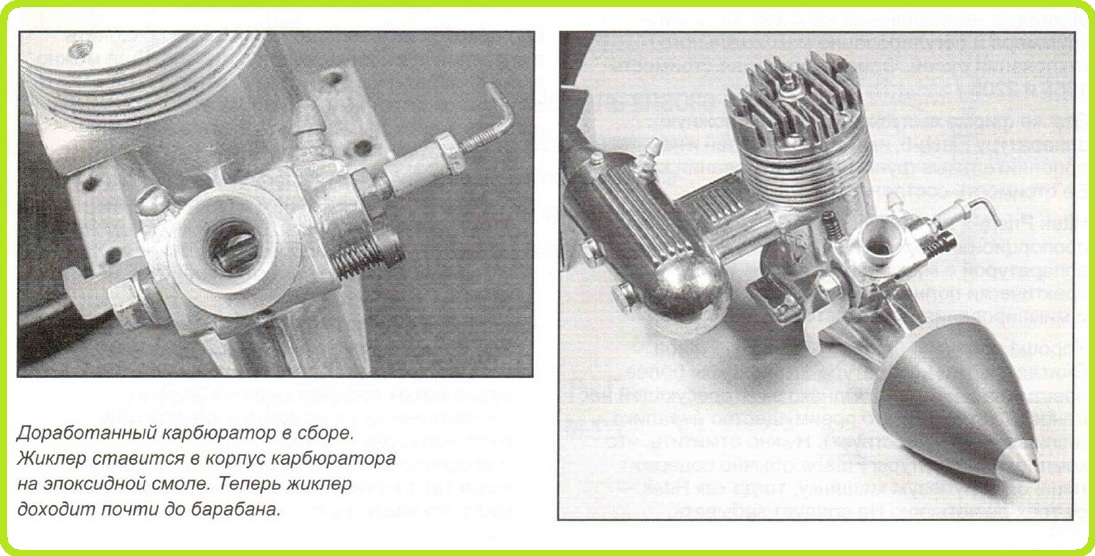
После завершения работ над карбюратором он тщательно отмывается от опилок и грязи, обезжиривается, и для надежности заклеивается в картере двигателя на эпоксидной смоле. При этом на место ставятся как резиновые прокладки, так и штатные винты крепления карбюратора. Заклейка устраняет возможность подсоса воздуха через случайные щели и по виткам резьбовых соединений. Опасения, что такая сборка усложнит промывку двигателя, себя не оправдали. При необходимости барабан извлекается без проблем, как и корпус регулировочной иглы. После этого картер вместе с корпусом жиклера отмываются без труда. Сам же корпус жиклера, как и посадочный «патрубок» картера на серийной «Радуге» сделаны так, что без трещин переживают всевозможные аварии. Штуцер подвода топлива к корпусу карбюратора также лучше поставить на эпоксидной смоле — для уплотнения.
Сборка мотора
Сборка. Ничего особенного — все как всегда. Единственное и непременное требование. Перед сборкой всеми доступными методами нужно удалить все малейшие остатки опилок, стружки и особенно абразивных материалов со всех деталей. Обкатка производится в течение примерно получаса по стандартной методике (начиная с малых оборотов на обогащенной смеси и кончая нормальными режимами в конце).
Результаты доработки мотора
Результаты. Эффективность модифицирования «Радуги» оценивалась по трем основным позициям.
Первый критерий — надежность и стабильность работы на всех режимах. Вообще-то данный критерий достаточно «расплывчатый», и может быть конкретизирован только при наличии грубых сбоев и отказов двигателя. Так как за длительное время эксплуатации таковых не случилось.
Второе, — мощностные характеристики. Сразу скажем, что из-за «зажима» карбюратора поначалу возникли опасения получить надежный, хорошо работающий, но слабый мотор. Опасения не оправдались... Мотор получился надежным, хорошо работающим и мощным. Диаграммные характеристики с него не снимались. Зато обо всем скажет одна величина: «Радуга» с довольно тяжелым серийным винтом «Термик» 250x145 мм без проблем выводится на режим 14200-14300 об/мин. Если заняться регулировкой более тщательно, нетрудно добиться стабильных 14500 об/мин. Все это — при штатном глушителе, и на обычном простом топливе. Еще заметьте, что мотор был смонтирован не на жестком стенде, а на мягкой пластиковой мотораме легкой модели!
Третье, и последнее, — ресурс. Мотор после сборки и обкатки отработал в общей сложности чуть более 23 часов. Несмотря на три «втыкания» в летний грунт на полном газу, и одного случая пятиминутной работы на чистом метаноле без капли масла !, «Радуга-7» в настоящее время «бодра, жизнерадостна, и боеспособна». Конечно, поршневая пара немного подсела, но на работе двигателя это никак не отразилось. Видно, здесь положительно сказывается наличие конуса и канавок на поршне. Эти доработки не только увеличивают ресурс пары, но и обеспечивают поддержание компрессии за счет гидродинамической компоненты.
К выводам можно добавить лишь предположение о том, что, похоже, улучшенная балансировка мотора благодатно сказалась как на мощности, так и на ресурсе. Иными словами, сниженный уровень вибраций обуславливает меньшее сопротивление трения во всех узлах двигателя и соответственно меньший их износ. Здесь достаточно сказать, что, в отличие от среднестатистического опыта эксплуатации подобных двигателей, на нашей «Радуге» как бронзовая втулка, так и коленчатый вал после наработки более чем двух десятков часов практически не имеют заметного износа.
А.Соколов журнал "Моделизм спорт и хобби"
На нашу "Радугу 7" очень похож японский двигатель OS MAX 40 FP, правда не требующий доработок и объемом 6,5 см3
Похожие материалы: